Plasma cutting is a metal cutting process that makes use of a superheated plasma jet to cut electrically conducting materials. Plasma is a collection of charged particles that, when combined into a jet of ionized gas, can reach temperatures of over 200000C, melting the material and allowing the cutting operation to take place. The plasma is narrowed through a tiny hole during the plasma cutting process, increasing the velocity to produce a jet and blast through the metals under consideration. Carbon steel, aluminum, stainless steel, copper, brass, monel, cast iron, titanium, and other materials are commonly cut by using the technique of plasma cutting. Plasma cutting is commonly used in fabrication shops, industrial construction, automobile repair and restoration, and salvage and scrapping activities.
What is Plasma?
Plasma is an ionized electrically conducting plasma composed of free electrons and positive ions. When a gas is heated to a high temperature, it can change into plasma. Plasma may readily flow under the influence of electrical and magnetic forces. Plasma can be seen in natural light.
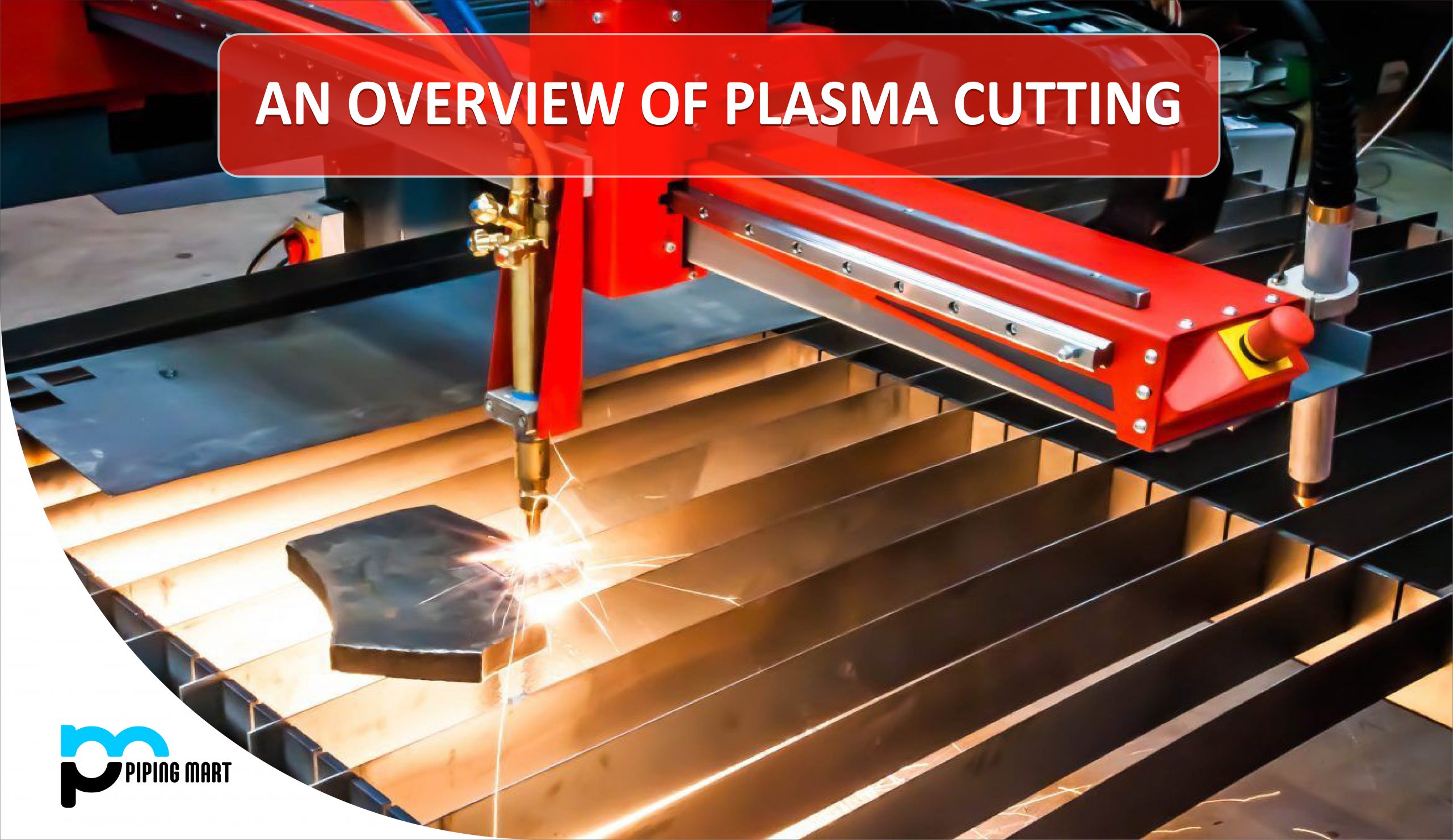
Plasma Cutting Process
Because plasma cutting is a thermal cutting technology, considerable heat is used to melt the metal. A plasma cutter operates by passing an electric arc through plasma gas through a narrow opening. Air, nitrogen, argon, oxygen, and other common gases are utilized as plasma gases. The metal under consideration becomes a part of the circuit, and the plasma’s electrical conductivity transfers the arc to the workpiece.
A plasma cutting torch uses a copper nozzle through which the gas stream, including the arc, is transmitted to the workpiece at a high velocity. The metal cutting process is accomplished by the use of high temperatures and velocity. The arc’s heat melts the metal, and the gas jet takes the molten metal from the cut. Shielding gases are used as a kind of protection. Helium, nitrogen, argon, or a combination of these gases are common shielding gases.
Plasma cutting is one of the most effective methods for cutting thin and thick conductive materials. Hand-held plasma torches can cut metals up to 1.5 inches thick, whereas computer-controlled plasma torches can cut metals and alloys up to 6 inches thick. Plasma cutters create a hot and narrow “cone” to cut the metal and have high cutting rates. However, the procedure normally produces a lot of noise.
The Operating Temperature of a Plasma Cutter
The temperature of the plasma cutter is extremely high. The plasma cutter’s temperature ranges from 200000C to 250000C. As a result, the safety of workers at the worksite is critical. Because of the high plasma cutting temperatures, the process requires extra safety precautions and the use of all PPE.
Plasma Arc Cutting Process Cutting Speeds
For economic reasons, the cutting speed of the plasma cutting process should be as fast as possible. However, for each type and thickness of material, there is an ideal speed range for a certain electric power and gas combination. Excessive speed results in a smaller kerf width. For manual control and complex cuts, 1 m/s is an acceptable speed.
Plasma Cutting Process Cut Depth
The cutting ability of a plasma cutting machine is influenced by its amperage. A low amperage plasma can cut to a depth of 6 mm with ease. High amperage machines are necessary for cutting thicker materials.
Material thicknesses ranging from 15 to 50 mm are commonly used for high-quality plasma cutting.
Gases Used for Plasma Cutting
The plasma cutting gas used is determined by the speed and quality of the cut required for various metals. Plasma cutting can be done with a number of gases. Nitrogen, on the other hand, is commonly used due to its low cost and ease of access. Nitrogen may also be utilized in a wide range of materials and thicknesses. Except for carbon steel, a combination of argon and hydrogen gases increases cutting speed and quality on thicker metals. By increasing temperature, increasing cutting speed, and/or lowering power needs, oxygen as a plasma cutting gas enhances cut quality. Compressed air is extensively utilized for various applications for thicknesses of less than 25 mm since it is affordable and delivers high-quality cuts on carbon steel.
Plasma gas quality is critical for the correct operation of the plasma cutting equipment. Contaminates such as gas impurities, moisture, dirt, unsuitable gases, and so on can cause misfiring, poor cut quality, and short consumable life.
Non-oxidizing gases are utilized for plasma cutting of aluminum and stainless steel. Because hydrogen improves the arc voltage and thermal conductivity of the combination, argon and hydrogen mixtures allow for good cuts and high cutting rates. The use of argon and hydrogen mixtures results in parallel kerfs, low dross, oxide-free cut faces, and low emissions.
For the best results, plasma cutting of carbon steel requires an oxidizing atmosphere; the exothermic iron-oxygen reaction generates extra heat at the cutting spot, reducing the amount of electricity required. For carbon steel, the air is a very efficient plasma cutting gas.
Pipingmart is B2B portal specializes in industrial, metal and piping products. Also, share latest information and news related to products, materials and different types grades to help business dealing in this industry.


