Welding Pipe “jobs” refers to the combination of several welder positions and the work or specimen. According to the nature of the task, pipe welds are produced under various conditions and across multiple welding scenarios. Although the specimen’s location is typically fixed, it may be rolled or tilted.
Different Pipe Welding Positions
- Horizontal Rolled 1G-Position
- Vertical Position 2G
- Vertical Fixed Position 5G
- Incline position (6G)
-
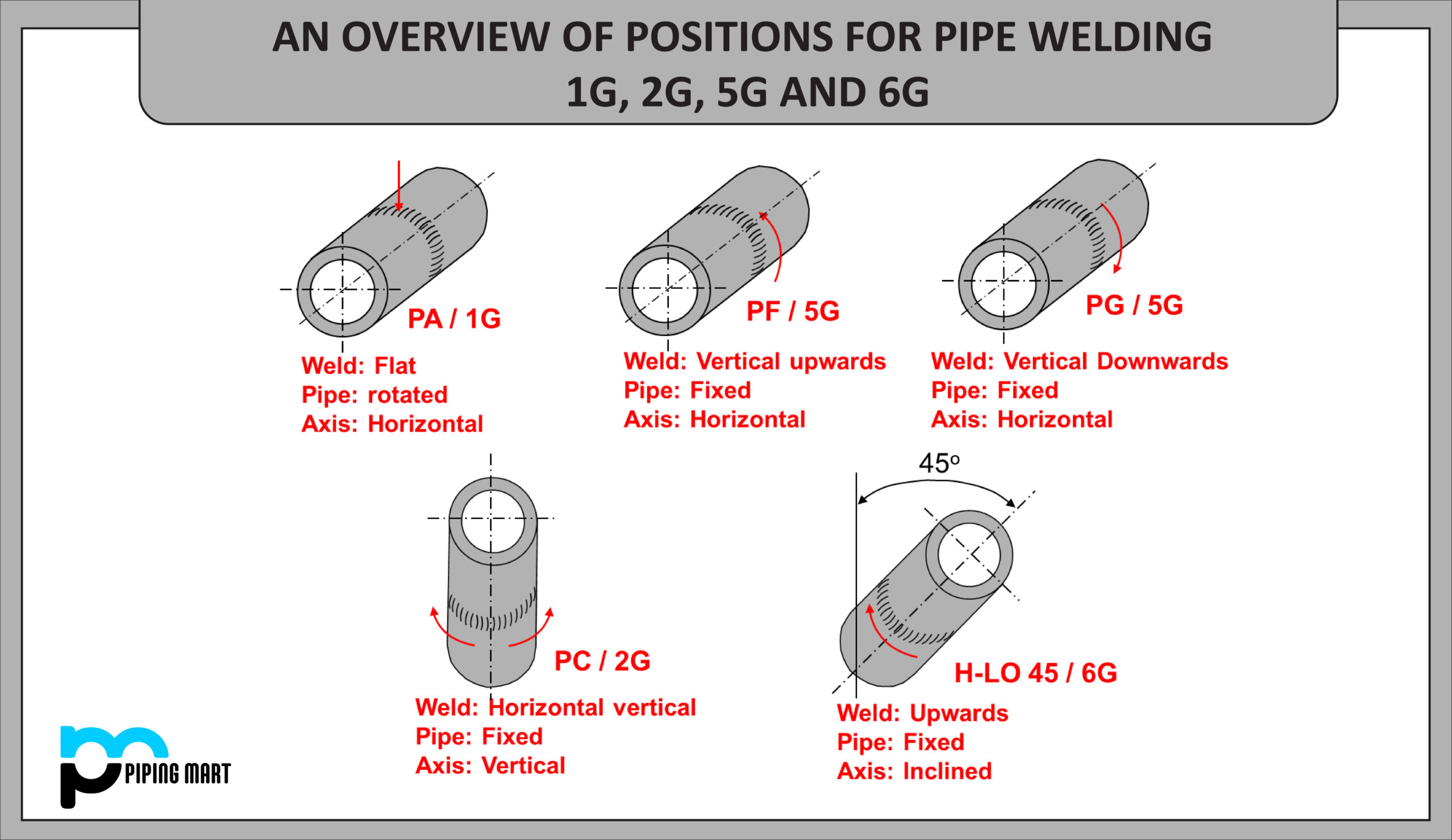
1G – Horizontal Rolled Position
The pipe can be rotated along the horizontal (X) axis when in the 1G welding or horizontal rolling position. The pipe is gently spun while the welder stays stationary and conducts the welding in a single plane or spot.
The pipes can be manually bent if they are smaller; otherwise, machinery is used to bend them. On the pipe’s upper surface, welding is done. The most fundamental position for welding pipes is this one.
-
Vertical Position 2G
The pipe will be vertical in the 2G welding position and can either be locked or allowed to spin along the vertical (Y) axis. The welder’s job can either travel around the vertical pipe or remain constant. On the pipe’s side surface, welding is carried out horizontally.
-
Vertical Fixed Position 5G
The pipe will be horizontal in the 5G pipe welding position. Unlike the 1G weld position, the pipe cannot be rotated and will always stay in the same place. The welder travels vertically around the pipes outside the surface to execute the welding.
-
Incline position (6G)
The pipe is at about 45° from the vertical (Y) axis or the horizontal (X) axis while in the 6G pipe welding position. A single or double offset is possible for the pipeline.
The pipe will be secured, so the welder must manoeuvre around it to complete the welding. This difficult pipe welding job requires a skilled welder and professional advice.
Welder’s Qualification
Welding may pose a safety risk when performed by an inexperienced welder (i.e., a less experienced welder). Because of this, welding positions, methods, and processes have standards and classifications established by ASME, AWS, ISO, ASNT, etc.
The welders need to be certified for that specific weld location to accomplish welding without defects. Qualification certificates and the live test demonstrate a welder’s proficiency in each welding position. They can carry out different varieties of welding jobs thanks to the certification.
In other words, a welder’s credentials and skills increase as they become proficient in each job. For instance, a welder only qualified for the 1G position cannot execute welding in the 2G, 5G, or 6G positions.
However, a welder certified for the 6G job can also do welding in the 1G, 2G, or 5G positions. These requirements must be upheld to establish an environment free from errors and risks.
Pipe welding Inspection
You may check the effectiveness of pipe welding and the quality of the welds by various methods. Additionally, you may examine the surface flaws at weld joints.
- Visual inspection
- Water-Based Dye Penetration
- Inspection with ultrasound
- Tests for Radiography Magnetic Particle Inspection
-
Visual Inspection
One such technique is the visual inspection of the weld joint, which is the most efficient, fastest, and straightforward. It only requires seeing the weld to evaluate its quality, which might be a very individualized procedure. This approach is beneficial when defective welds won’t harm anybody or anything because it can’t be utilized as a reliable way to find internal weld faults.
-
Liquid Dye Penetration
The second technique of the weld test involves spraying or brushing a dye over the metal’s surface. This is known as liquid dye penetrant testing. Although it is somewhat more expensive due to the dye’s value, it will highlight any surface cracks or faults that aren’t visible to the naked eye, making the process more straightforward than a visual inspection.
-
Ultra-sonic Inspection
Ultrasonic non-destructive testing, commonly known as ultrasonic NDT or UT, uses high-frequency sound waves to characterize a test piece’s thickness, internal structure, or grain. The pitch or frequencies employed in ultrasonic testing are typically between 500 kHz and 20 MHz, repeated over the threshold of human hearing.
-
Radiography Testing
When the quality of the weld is crucial for safety, X-ray testing is performed because it is the only approach that can reliably find interior weld flaws. It functions very similarly to X-rays, which we use to view fractured bones in the actual body, but on a much larger, more industrial scale. Because of the potential hazards, this technique should only be used by qualified practitioners. Many pipe welding operations utilize it because it is a perfect technique to assess the quality of the weld, although it is by far the most expensive approach.
-
Magnetic Particle Inspection
A non-destructive technique called magnetic particle inspection can find linear faults in ferrous materials at or close to the surface. Using it for non-ferrous materials is not advised. It is primarily thought of as a surface examination technique.
Pipingmart is B2B portal specializes in industrial, metal and piping products. Also, share latest information and news related to products, materials and different types grades to help business dealing in this industry.