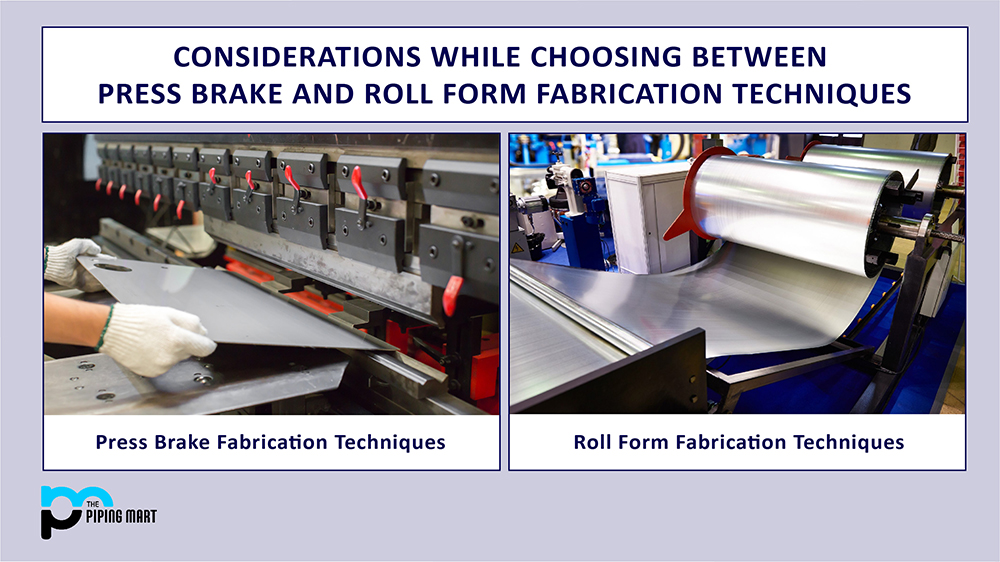
What Is Press Braking?
A sheet or plate of metal is aligned along an axis during the press braking, also known as the brake-forming process. This is accomplished by clamping the metal component between a punch and a die configured for prepared bending using a machine pressing tool (press brake).
For many different sorts of items, press braking ensures an exact metal bend. Press braking can produce many shapes, but some of the most popular ones include a 90° rib form, a V bottom, a channel, a closing, a double structure, a hat channel, an offset, an open hat channel, and others.
- Designed to transform circular motion into linear motion, a mechanical press brake.
- Pneumatic press brake: Moves the ram using air pressure.
- A hydraulic press brake is powered by the hydraulic oil and a hydraulic pump.
- Servo-electric press brake: Makes use of a servo motor to propel the ram upward.
What Is Roll Forming?
To bend lengthy strips of sheet metal into the necessary cross-section, roll forming, a type of metal bending, is used. The sheet metal strip is passed through a series of rolls, usually fixed on two stands. Each set of rolls executes a smaller portion of the bend until the optimal profile is reached. Roll shaping is a straightforward procedure that can create intricate shapes. It frequently serves as a quick and affordable replacement for press braking and stamping.
- Single-purpose roll forming equipment: Works on a particular cross-section of the profile attached to each spindle using strategically placed rolls. Utilizes easily accessible outward supports on standardized rolling machines. It is simple to remove the spindle.
- Machines that work side by side: can support numerous profiles with different rolling tools.
- Machines with two heads: Each head has its housings and rolling shafts.
- Rafted machines: Have housings and spindle shafts attached with specific rolling tools.
4 Factors to Consider When Choosing a Fabrication Method
-
Length
The length of your components will determine the fabrication technique you use.
Roll forming is preferable to press braking for longer sections. This is because longer pieces cannot be manufactured using press braking.
Before being loaded into the press brake, press braking material must be divided, sheeted, and cut to length. Slit coil and other long components can be inserted into the roll forming line.
-
Metal Fabrication Design
Before selecting a fabrication technique, consider your fabrication design and the required forms. Depending on how intricate the shapes you’re bending are, the operations for press braking and roll forming take varying amounts of time.
For example, press braking can only manage so many turns before needing a separate impact. However, roll forming can create intricate linear patterns in a single pass, which speeds up production and lowers costs.
-
Material Selection
Specific materials work better with certain fabrication procedures. The material you choose can optimize your fabrication process and possibly even result in cost savings.
Lighter materials, such as flat-rolled or high-strength low-alloy steel, can be formed by press braking and roll forming (HSLA). It is challenging to press brake and roll shape high-strength material.
-
Tooling Costs
Costs associated with tooling are frequently the same for roll forming and press braking. The price varies depending on the project you’re working on.
With roll forming, the tooling costs are often lower for each component, and the larger the volume you employ. Press brake tooling is probably the most economical choice when the book is low.
Pipingmart is B2B portal specializes in industrial, metal and piping products. Also, share latest information and news related to products, materials and different types grades to help business dealing in this industry.