Metals go through a variety of industrial processes to meet the required standards. Stock metal must be transformed into a usable state because it may not be helpful in its current form. Cold or hot rolling can give the metal stock a functional shape.
What Is Cold Rolling?
A stock or sheet of metal is compressed and squeezed between rollers during the metal-forming process known as cold rolling, which takes place at temperatures below the recrystallization threshold. The degree of compression affects the final material’s hardness and thickness.
The value proposition of the finished product is determined by several conditions, including quarter hard, half hard, full hard, and skin-rolled. Full hard, half hard, and quarter bad all reduce the metal stock by up to 50%. The metal stock is decreased by 0.5 to 1% to obtain a smooth surface during skin rolling.
Most cold-rolled goods are rods, bars, strips, and sheets. This method can add up to 20% more strength and hardness to metal. Furthermore, it encourages greater tolerance and improves the metal’s surface polish. Compared to hot-rolled and cluster-milled materials, cold-rolled materials are more robust.
The following are some uses for cold rolling:
- Production of automotive components
- Parts for appliances that are very formable and resist dents
- Hardware for computer cabinets.
- Files in metal cabinets
- Exhaust ducts lockers at schools
- Generally, cold rolling is used for all materials that need a delicate finish.
- Tight tolerances and good dimensional precision are encouraged by this procedure.
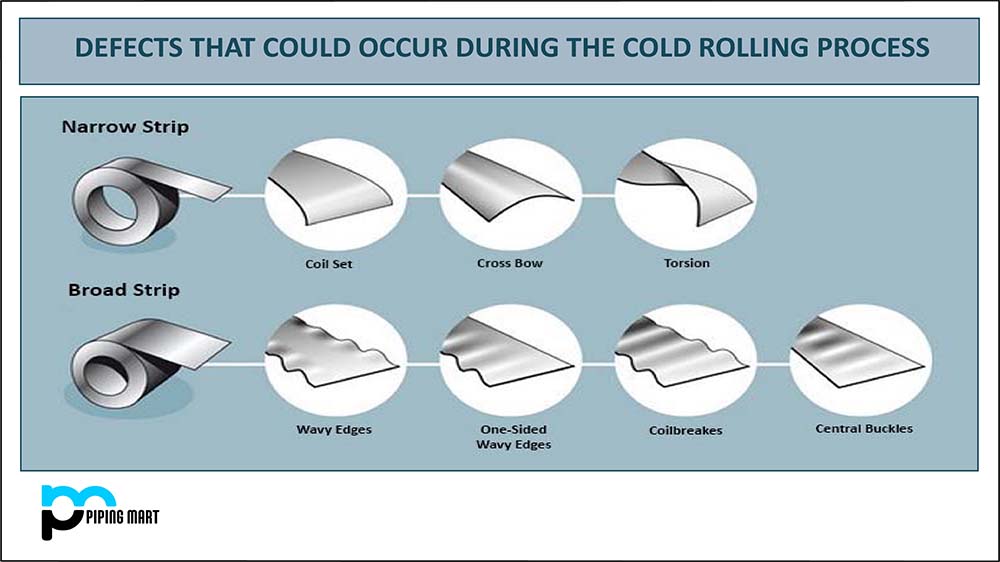
What are the Possible Defects of Cold Rolling?
Cold rolling has benefits over hot rolling, including superior mechanical qualities, precise sizing, and superb surface quality. However, the following flaws could be present in metal surfaces.
-
Cold-rolled Strip Abrasions
These are variously sized abrasions, tears, grooves, or scratches that develop during or after cold rolling. Bruises on cold-rolled strips can be opened or closed and travel in the direction of rolling. These flaws are typically caused by accidental surface damage. Abrasions also arise from scraping past edges with sharp corners and hard dirt on guides and strip presses.
-
Flat strips
This phenomenon happens when the middle of the metal stock experiences a more significant reduction than the edges. The metal sheet has longitudinal slits, with the length of each slit getting longer as it gets closer to the edge.
-
Quarter and Center Buckling
Quarter buckling happens due to stress in the metal sheet brought on by the work rolls’ non-parabolic bending. In this occurrence, the quarter sections of the fibers are lengthened. The areas of the metal sheet between the center and edge are known as quarter regions.
This flaw also results from excessive roll bending strain on the quarter sections. Buckling occurs when the compression on a specific location is more significant than an absolute value. Center buckling results from the center being longer than the edges.
-
Alligatoring
The non-homogenous flow on the metal’s thickness is what causes this flaw. The tensile strain of the surface may cause the metal to fracture along its breadth. Even though this phenomenon frequently happens during hot rolling, it also happens during cold rolling materials like aluminum.
-
Edge Cracking
A lot of metal plates, slabs, and ingots have this flaw. It generally happens due to the metal stock’s poor ductility or uneven deformation. The edges develop cracks, resulting in a flawed piece. Additionally, metals with irregular physical and chemical compositions could display edge fissures when subjected to cold rolling.
Pipingmart is B2B portal specializes in industrial, metal and piping products. Also, share latest information and news related to products, materials and different types grades to help business dealing in this industry.