In the oil and gas industry, ensuring safety is of utmost importance. Engineers and operators rely on specific equipment that could help minimize the risks and hazards associated with handling and transporting hazardous materials. One such piece of equipment is the valve. Different types of valves are available in the market, two of which are the Double Block and Bleed Valve (DBB) and the Double Isolation and Bleed Valve (DIB). In this blog post, we’ll discuss the differences between these two and why they’re used.
Double Block and Bleed Valve
Double block and bleed valves are specialized valves used in industrial applications. They consist of two separate blocking systems, separated by an isolation chamber and a third system that bleeds away any trapped fluid between the two blocks. This design ensures no leakage or contamination while isolating downstream components from upstream processes. Double block and bleed valves also feature tight shut-off capability to ensure safety in hazardous environments. These valves have many advantages, such as immunity to vibration and better control over flow rate compared to other valve types.
Double Isolation and Bleed Valve
Double Isolation and Bleed Valve is an instrumentation device to isolate the upstream pressure from that downstream. It operates by closing two inner valves, opening one, and exhausting any residual fluid between them. This technology has several uses in industrial processes such as chemical, pharmaceutical, food processing and oil gas applications – as it can help ensure safety while providing accurate control of process variables under demanding conditions.
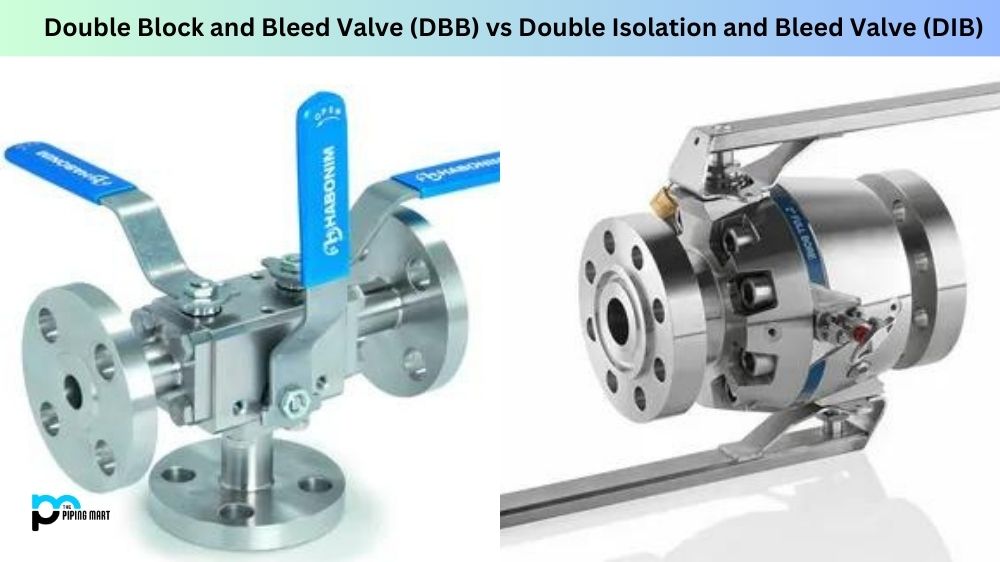
Difference Between Double Block and Bleed Valve (DBB) and Double Isolation and Bleed Valve (DIB)
Operation
The primary difference between DBB and DIB valves is in their operation. The DBB valve works by sealing the upstream and downstream ends of the pipeline, creating a double barrier that prevents fluid flow. Simultaneously, the bleed valve is open, releasing any trapped fluid between the two seals into a disposal system. On the other hand, the DIB valve works by employing two separate valves – an isolation valve and a bleed valve, both positioned at the same point in the pipeline. This way, the fluid is trapped between two barriers when the isolation valve is closed and can be safely released through the bleed valve.
Functionality
The other significant difference between these two valves is in their functionality. Specifically, the DBB valve offers more protection than the DIB valve. This is because it creates a double barrier, offering an added protection layer against leaks and spills. This is why they’re commonly used in critical applications such as fuel transfer, chemical processing, and refining. On the other hand, DIB valves are employed in lower-risk processes, such as water treatment, tank farms, and petrochemical transport.
Applications
As mentioned earlier, DBB valves are better suited for high-risk applications involving hazardous materials, high-pressure systems, and critical processes. This is because they offer a higher level of safety and reduce the probability of leaks and spillages. Specifically, DBB valves are used in gas transportation and production, chemical processing, and petrochemical manufacturing. DIB valves are commonly found in processes requiring frequent maintenance or testing, making them more suitable in the food and beverage industry, pharmaceutical manufacturing, and oil refineries.
Installation
DBB valves are commonly installed in systems that require fewer connections, and their compact size makes them easy to install. On the other hand, DIB valves require two separate valves installed in line with each other, which increases the number of connections. This makes them more complicated to install and maintain.
Costs
Regarding costs, DBB valves are generally more expensive than DIB valves. This is due to their higher manufacturing costs and the added features that provide increased safety and protection. DIB valves are more affordable, making them a popular option for low-risk applications or where cost is a consideration.
Conclusion:
In conclusion, understanding the difference between DBB and DIB valves is essential in maintaining safe and efficient operations in the oil and gas industry. When choosing between these two valves, it’s essential to consider the specific application, frequency of testing and maintenance, and the potential risks involved. Ensuring the right valve is chosen and correctly installed can significantly reduce the risks of handling hazardous materials and critical processes. Always consult a valve manufacturer or engineer to help make the best decision.
A passionate metal industry expert and blogger. With over 5 years of experience in the field, Palak brings a wealth of knowledge and insight to her writing. Whether discussing the latest trends in the metal industry or sharing tips, she is dedicated to helping others succeed in the metal industry.