What Is Gas Welding?
In a liquid-state welding procedure known as gas welding, the fuel gas is burned to generate heat. The interface of the welded plates that hold the joint together is also melted using this heat. In this process, oxygen acetylene gas is mainly employed as fuel gas.
Fillers may or may not be used in this procedure. If filler metal is employed, it is manually put right into the weld region.
Gas welding is the process of using the heat produced by burning a fuel gas to create a connection between metals (such as acetylene). Due to its numerous applications, gas welding is one of the most effective welding methods.
It is still a viable alternative for many sectors, despite being one of the earliest types of heat-based welding.
This welding technique is well liked since it is inexpensive and simple to use. Gas welding is a relatively simple technique that doesn’t always require a qualified welder to complete.
The flame can reach temperatures just beyond 5700 °F (3200 °C) with fuels like acetylene. The advantages indicated in many types of repairs and construction work exceed this disadvantage, even though this temperature is lower than the temperature obtained by an arc welding machine.
How Does Gas Welding Works?
One of the earliest methods of heat-based welding, gas welding, is utilized in numerous sectors. Heat is applied to the material’s edges to melt and fuse the metal at the joints. This is conceivable because many gases burn at extremely high temperatures.
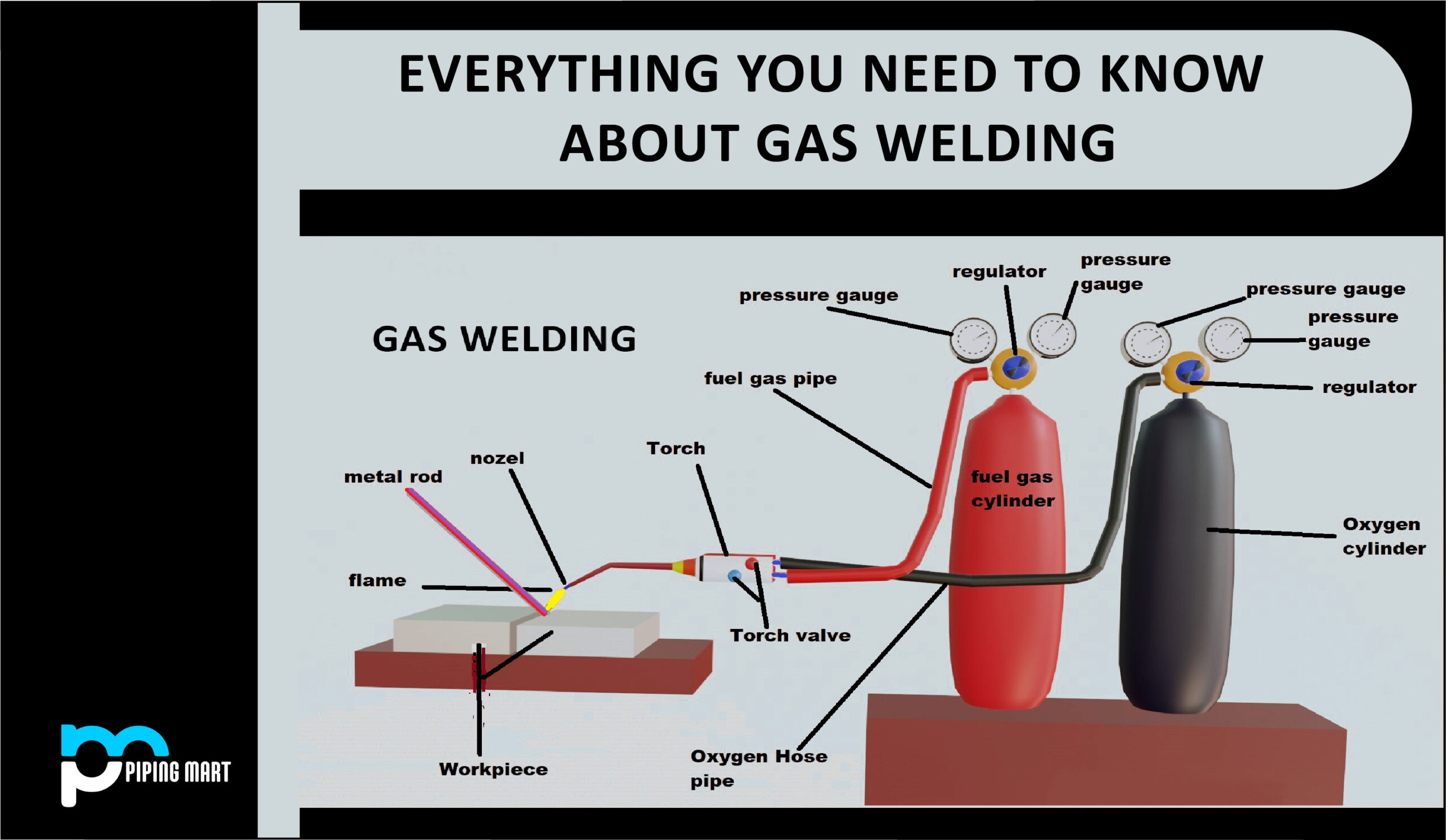
Compared to arc welding, the gas welding technique is relatively straightforward. Every piece of equipment in this operation is meticulously attached. Gas and oxygen cylinders are linked to the welding torch through pressure regulators. Once the gas and oxygen are fed to the burner, adjust the pressure to ensure optimum mixing.
A striker ignites the flame. The torch’s tip is pointed downward. The welding torch now has a valve that controls the flame. Depending on the welding circumstances, change the flame to a natural flame, a carburizing flame, or an oxidizing flame. The welding torch is now moved along the line to create the joint. As a result, the interface components are firmly joined together.
Type of Gas Welding
Although there are other gas welding techniques, oxyacetylene welding and oxy-gasoline welding are the most popular. Non-ferrous (metals devoid of iron) and ferrous metals can be melted during gas welding, which does not require electricity to complete the weld.
The primary application of oxyacetylene welding, which combines oxygen and fuel gas (often acetylene), is the joining of thin metal parts.
In oxy-gasoline welding, oxygen and gasoline are mixed. When using a torch to cut steel, this technique is more efficient than acetylene.
The Components of Gas Welding
- Fuel cylinder: one of the most important components of the gas welding system is the fuel gas.Typically, this is kept in a cylinder. To avoid cylinder weakness, the cylinder is sealed and constructed of strong gauge steel. Typically, the hue of these cylinders is a yellowish brown.
- The continuous supply of clean oxygen is another crucial element of the gas welding system. The compressed oxygen used for welding is kept in oxygen cylinders. Fuel and oxygen cylinders are designed to sustain the pressure of their corresponding gases, respectively. Usually, but not always, these are painted black.
- Pressure regulator: Since fuel and oxygen gases are both held under high pressure, there must be a way to lower the pressure so that they can be used safely during the welding process. A pressure regulator is helpful in this situation. The apparatus typically provides gases at a constant pressure of 7–103 KN/M2 and oxygen at a constant pressure of 70–130 KN/M2.
- Control valves: There are independent control valves for each gas. The volume of gas emitted from the cylinder is managed via control valves. Control valves are essential for managing the fuel-to-oxygen ratio.
- Mixing chamber: As the name suggests, this tool is used to safely mix fuel and oxidants. The amount of gas that flows from the cylinder to the mixing chamber is controlled by a control valve.
- Welding torches: This is the “end of the task” for gas welders. Typically, this also comprises control values and mixing chambers. To help the welder do their job more efficiently, fuel and oxygen are burned together in a nozzle at the opposite end of the flame.
The Applications of Gas Welding
- Used to join the majority of ferrous and nonferrous metals, such as nickel, magnesium, copper and its alloys, cast iron, alloy steel, carbon steel, and aluminum.
- To join thin metals
- To connect metals in the automotive and aerospace industries
- For joining metals in sheet metal fabrication plants.
The Advantages of Gas Welding
- It can be applied to join various metals. Gas welding can be used to join ferrous and non-ferrous metals. This is one of the most significant benefits over other welding techniques.
- Electricity is not required: Unlike traditional welding methods such as arc welding, gas welding does not require electricity to operate. As a result, gas welding is occasionally employed in places without access to electricity.
- Better temperature control: By controlling the gas flame, gas welding gives you more control over the temperature of the metal you’re welding.
- More control over filler metal deposition: Unlike arc welding, gas welding employs a separate heat source and filler metal. This enables more precise control over the filler metal’s rate of deposition.
- Low-cost equipment: Gas welding is significantly less expensive to begin than other welding methods. It has many applications and is quite helpful.
- No need for specialized or skilled labor: Gas welding does not necessitate a great deal of knowledge. This reduces labor expenses and makes it simpler to find a gas welder.
- Equipment for gas welding is relatively portable. In contrast to other welding techniques, gas welding is comparatively simple to transport and handle.
The Drawbacks of Gas Welding
- Not recommended for thick parts.
- The surface finish is subpar during gas welding. This indicates that aesthetics-focused post-weld finishes are typically necessary for welds.
- Not to be used with steel of high strength. This is due to the heated zone’s inherent ability to alter the mechanical characteristics of the underlying material.
- Lower heat and slower metal joining speed when compared to other welding techniques.
- It is unable to reach the boiling temperature of arc welding.
- There is no specific technique for protecting against flux. Severe welding faults may result from this.
Pipingmart is B2B portal specializes in industrial, metal and piping products. Also, share latest information and news related to products, materials and different types grades to help business dealing in this industry.