What is a Thread Tap?
Thread taps are tools specifically for cutting the female portion of a pair of mating metal fasteners. The masculine sections are cut with a die, on the other hand. Dice are used to cutting bolts, while taps are used to cut nuts. Taps can also create threads in a hole, making it easier for a bolt to fit through.
Threading and tapping have different purposes. Screw threads are created by both threading and tapping. But tapping creates internal threads, whereas threading creates outward lines. There are numerous varieties of thread taps, including power taps, spiral point taps, plug taps, and hand taps. These are only a few of the multiple thread taps available. These can be operated manually using a tap handle or a wrench, as well as mechanical drilling equipment.
A machine is constructed from many tiny components that are connected. The most common tools are nuts, bolts, and various screws. High-speed steel, even alloy steel, high-carbon steel, etc., are all used to make taps. These have been tempered and toughened. They resemble headless bolts with complete threads in form. Four flutes are formed on the whole part, which has cables, and the upper portion is generally square.
A screw mechanism uses a tap to create newer threads or clear out (chase) old ones. A tapping set could be in the toolbox of an automotive technician, even though machinists and engineers are the ones that use this equipment the most frequently. There are numerous instances where a thorough understanding of the science involved in tapping threads into a piece of equipment can save hours of frustrating work and a lot of money in replacement parts.
Parts of a Thread Tap:
- Body: This is usually the part where the threads are cut and is considered the central part.
- Shank: The shank is the smooth portion above the body where the threads are cut. It is circular and has markings indicating the thread pitch the shank will cut.
- Tang: The tang refers to the area above the shank. It has a square shape, and turning it around requires gripping it with a tap handle.
- Land: The land is where the threads are cut or the space between the flutes.
- Flutes: The grooves made on the area between two lands on the tap are flutes. These are constructed as a length, top to Bottom. These flutes deliver lubricant within and expel the metal shavings created during cutting threads.
- Heel: The heel refers to the diagonal area behind the threads cut into the ground.
- Cutting Face: The cutting face is the surface of the cutting tool that the material is pushed against.
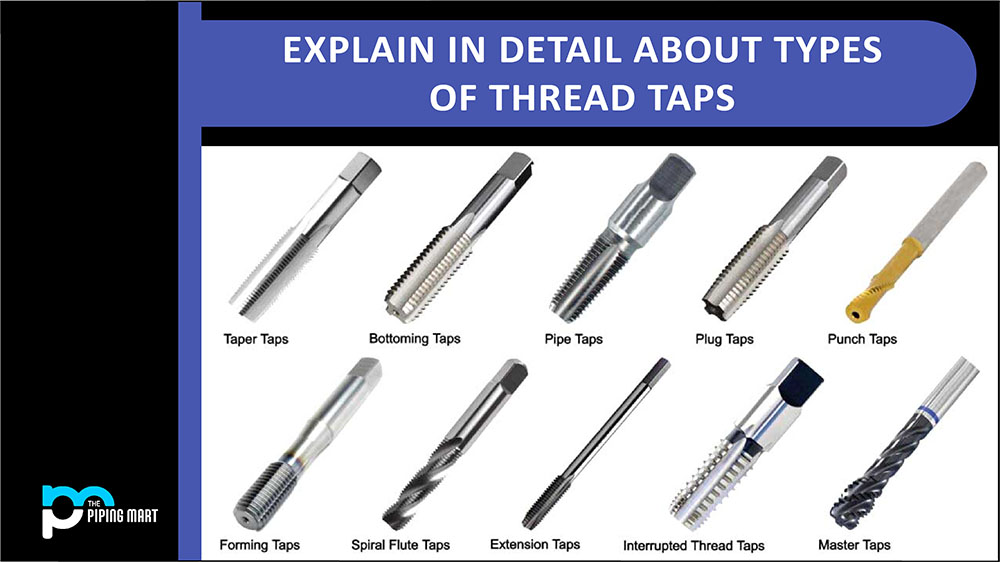
Types of Thread Taps:
There is a total of 10 types of Thread Taps; they are mentioned as follows:
1. Hand tap: These taps are utilized as a set. Three fixtures are included in this set:
- Taper Tap:This involves rubbing and chamfering the lower side of 8 to 10 threads. These work as threading devices and are simple to install in drill holes. This tap’s lower end is the same size as the tap-size drill.
- Intermediate Tap:Another name for it is a second tap. On the lower side of this tap, taper up to 3 to 5 threads is produced. It gives threads created by the taper tap the correct depth and form. Only these two taps are utilized if threads must be cut through drill holes.
- Bottom or Finishing Tap:The third tap in the set is the Bottom, also called Finishing Tap. It is employed in locations where the hole does not run the length of the project after the taps, as mentioned above, have been used. Additionally, it is employed for threads that have been cut through the drill to be cleaned and finished. At a taper’s end, one or a half threads are cut.
- Plug Tap:A plug tap’s cutting edges taper less noticeably. This results in a steady cutting action for the plug tap that is more aggressive than a taper tap but less harsh than a bottoming tap. Before the maximum cutting diameter is engaged, the plug tap typically has 3 to 5 tapered threads. Plug taps are excellent for use with through holes since they start almost as quickly as taper taps but provide a broader range of threads.
2. Power Taps: This thread tap is ideal if one needs it for hand-matching labor or CNC applications. Since the tips mentioned above require manual operation, they are commonly known as hand taps. The machinist frequently needs to reverse a hand tap to shatter the chip (also regarded as a swarf) that accumulates during cutting. By doing this, the sliced material is kept from crowding the tap and breaking it. The most prevalent power-driven tap is a “spiral point” plug tap, sometimes known as a “gun” tap, whose cutting edges are obliquely offset from the tap centerline.
This feature prevents congestion by repeatedly breaking the chip and ejecting it into the hole in front of it. To allow the chips to escape, spiral point taps are typically employed in holes that penetrate the entire material.
The spiral flute tap is an alternative to the spiral point plug tap, and it has flutes that resemble twist drill flutes. The ability of spiral flute taps to function well in blind holes makes them a common choice for high-speed, automatic tapping operations.
3. Gas Tap: It is used to fit at locations where almost any liquid or gas goes through pipes and to cut gas-type threads. This sort of tap has some taper in the body length and 1/12 threads chamfered at the lower section. The taper is 1/4 per foot. Gas does not spill because of this.
4. Spiral Tap: To allow the chips to escape, spiral point taps are typically employed in holes that penetrate the entire material. The spiral flute tap is an alternative to the spiral point plug tap, and it has flutes that resemble twist drill flutes. The ability of spiral flute taps to function well in blind holes makes them a common choice for high-speed, automatic tapping operations.
Similar to hand taps, spiral point taps are available with a taper tap, which has a tapered end, or a plug tap, which has significantly less taper and is designed for blind holes.
The other two are usually preferred, although they are less expensive than the other two. The main drawback of these is that they advance the chips into the hole before the tap-down, to put it another way. For blind spots, this is a horrible idea, but it’s not a significant deal for through holes.
5. Spiral Fluted Tap: These thread taps possess relief grooves and a spiral cut. They are widespread and resemble the majority of hand touches anyone may encounter. However, the front cutting edges’ spiral angles aid in chip ejection, and the angled edge also provides better cutting performance. Due to their lower cost and ability to operate at somewhat higher rates than hand taps, they are the thread tap one should consider employing for power tapping.
Similar to hand taps, spiral point taps could be purchased with a plug tap (designed for blind holes) or a taper tap, which has a tapered end. Its unique feature is that the flutes in this tap are spirally carved rather than straight. These taps are not trapped in the slot’s edges since they are spiral flutes. Two or even three threads are chamfered on its edge.
6. Interrupted Thread Tap: There is just one tooth for each different thread on these thread taps. The goal is to offer better chip extraction. Every other tooth is removed, which aids chip breaking and creates more space for lubricant to enter and perform its function and more area for the chip to exit.
7. Pipe Taps: The thread taps used to tap pipe threads are known as pipe taps. Depending on whether the pipe thread is supposed to be straight or tapered, there are both short and pointed pipe taps available. A common NPT Thread Pipe Tap is seen in the picture. The NPT thread profile’s taper is visible.
Since a tapered hole cannot be drilled, taps for tapered pipe threads must work harder. At the top of the hole, they have a lot more material to remove than at the Bottom. It is recommended to taper the hole with a pipe taper reamer to reduce the strain on the tap.
8. Forming Tap: A forming tap is a very unusual kind of tap. When turned into the hole, a forming tap, also known as a flueless tap or roll tap, merely forces the metal into a thread shape rather than cutting it from the edges of the hole as cutting taps do. A forming fixture is like a plain thread or a cutting tap, even without flutes.
As the tap is inserted into a hole of the correct size, lobes that are periodically spaced around it form the thread. The cables behind the lobes are somewhat recessed to lessen friction during contact.
There is no need to regularly back out the tap to clear away chips because the fixture does not produce chips, which can block and damage a cutting tap. Because of the chip buildup in the hole, tapping blind holes with a cutting tap is more complex and better suited for thread formation. Forming taps are only adequate on pliable materials like aluminum or mild steel.
Usually, formed threads are more durable than cut threads. It is essential to remember that the tap drill size is different from the size used for a cutting tap, as given in most tap drill tables and that a precise hole size is necessary because a hole that is just a little bit too small will break the tap. Due to the frictional forces involved, proper lubrication is essential; consequently, lubricating oil rather than cutting fat is employed.
9. Extension Tap: These thread taps are similar to standard hand taps, except they have much longer shanks. It is used to cut threads in deep locations, like oil cups or the hub of a pulley.
10. Flute-less Tap: In soft metals such as brass, copper, aluminum, etc., this tap is employed to cut threads similar to the thread rolling method. No material is sliced by it. This tap stands out because it lacks flutes and instead cuts threads throughout the whole length of its body.
Some other types of taps include
- Master Tap: This tap is almost identical to the hand tap, except it has more cutting faces because it consists of 6 to 10 flutes. The thread is precise and neat with this tap. Threads are only cut with this tap in inspection equipment like thread ring gauges.
- Machine Tap: With the aid of a tap drill machine, these thread taps are utilized to cut threads. They are used while being held in a unique holder. To make it simple to remove the fixture from the task, the drill machine must have reverse speed.
- Machine Screw Tap: Machine Screw Taps are taps used to create threads in holes less than 14 in diameter. The lower side has two or four chamfered threads.
- Bend Shank Tap: When there is no suitable area for moving the handle with hands, this sort of tap is employed with a handle. This tap’s long, curved shank is bent at the top.
- Stay Bolt Tap: This tap’s lower plain section, whose diameter matches that of the job’s hole, aids in maintaining the tap’s straightness.
What is the Size of a Tap?
The tap hole should be the correct size; therefore, before driving the tap to cut the inside threads of the work, the drill is used to bore the gap to the right size. The tap’s core diameter should match the size of the routine.
The threads wouldn’t be the correct depth if the drill were more giant. There would be trouble cutting threads and a chance the tap might break if the exercise were more minor. Therefore, the movement must be the correct size. A tap-size drill is a drill of that size. It is calculated using the formula shown below:
Size of tap X 7/8 – 1/32= size of the exercise.
What are the types of Tap Handles?
With a tap, it is possible to manually cut threads in work by moving the tap handle into the hole. There are three varieties of tap handles, solid, adjustable, and “T” Type handles.
- Solid and Adjustable Tap Handle: The fixed handles on the solid tap handle are manufactured from solid material on both sides for convenience. Two distinct rectangular grooves are carved from across the tap in the middle of the rectangle. These may move fixtures of two different sizes. A moveable tap, a pair of two pieces kept in place by the adjusting screw, and taps of various sizes can all be moved.
- “T” Type Handle: A chuck with three fitting jaws. This chuck holds various little taps of multiple types. On the upper side of its shank, a hole is drilled, through which a rod is inserted, allowing the fixture that is fastened to the rod to be easily adjusted.
What is the procedure for cutting Threads with Taps?
One should start by boring a tap hole that is the proper size for the tap. It is essential to ensure that the fixture can be chamfered or filed. The next step is securely holding the task in a vice, etc. Then, to begin with, cut threads with a taper tap.
One should verify that the tap is moving straight through the try square after moving two or three threads. Moving the fixture in the motion forward and backward should be done when tapping. While tapping, utilization of adequate lubrication should be there. One should move the intermediate, and finishing taps must come after moving the taper tap. At last, to remove the metal shavings while cutting threads in a blind hole, a fixture should be removed in between.
What are the Precautions to be taken while cutting Threads with Taps?
- Before tapping, a hole of the proper size must be drilled.
- Before utilizing the tap, it should be carefully cleaned.
- Use the tap handle as directed by the tap.
- Maintain equal hand pressure on both ends of the tap handle.
- To avoid jolts, the tap should be stroked forward and bbackward
- The tap needs to be kept secure and cleaned appropriately.
How to Use a Tap?
The initial step is to determine The Threads per inch. The threads are sliced into a hole when one taps. A cylinder’s threads are cut using a die set (bolt). Determine the threads per inch (TPI) of the component to be fixed before using a tap or a die. The TPI of a bolt or nut can be determined by using a gauge system with various pins. After deciding its TPI, one should also pick the die that fits the bolt’s TPI. Which side to start using will be determined by a tapered die. The unique wrench that holds and controls the die is designed to fit the die.
Then it is essential to make new threads. One should put the worn-out bolt into a vice to retain it while the wrench is turned over to use the die to create new threads. Put some cutting oil on the bolt to lubricate it since cutting metal with metal might generate heat.
Hold the die horizontally and place it over the bolt. A wrench is turned. The bolt’s already-cut threads will cause the die to catch. Reverse the twist every few revolutions to clear the threads and improve the dice cutting. Additionally, keep applying cutting oil as one goes. The bolt must pass the top of the die before the user may turn the wrench.
Then one is to make a bolt out of a steel rod. Using a die set, any ordinary steel rod can also be transformed into a bolt. The rod’s end must be beveled for this to work. If necessary, use a grinder to chamfer a rod’s back to create an angle. A flat-ended rod will not function properly with the die. When cutting through a worn bolt, lubricate the rod frequently. Make slow turns. To get the desired results from this approach, exercise a little patience.
The last step includes using a tap. The user should Pick the right size tap for the bolt or hole one wishes to thread before using it. The tap should be inserted into the unique wrench and tightened. Then comes the positioning of the fixture’s cutting end over the hole and turn. To keep the tap lubricated, use cutting oil. Once the tap is turned on, periodically turn it slightly backward, just like anyone would with the die.
Pipingmart is B2B portal specializes in industrial, metal and piping products. Also, share latest information and news related to products, materials and different types grades to help business dealing in this industry.