What is Arc Welding?
By employing electricity to create sufficient heat to melt metal and the molten metals’ ability to solidify when cooled, arc welding is a method of joining metals together. This kind of welding melts the metals at the point of contact by creating an arc between an electrode, a metal stick, and the base material. Direct current (DC), alternating current (AC), and consumable or non-consumable electrodes are all options for arc welders.
A shielding gas, mist, or slag is typically used to protect the welding region. Processes for arc welding might be fully automated, semi-automated, or manual. Arc welding was created in the late 19th century, and during World War II, it became commercially significant in shipbuilding. It is still a crucial step in producing steel buildings and automobiles today.
How does Arc Welding Work?
The work material is melted during arc welding using an electric arc. A ground wire is first fastened to the substance. The welder then presses an electrode lead up against the workpiece.
The electrical breakdown of gas occurs as the welder draws the electrode away from the material, producing an arc called a continuous plasma discharge. To create an extremely focused, small spot weld, arc welders employ either direct or alternating currents.
Metals are joined using the fusion welding technique known as arc welding. About 6500°F of extreme heat is produced by an electric arc from an AC or DC power source, melting the metal at the connection between two workpieces.
The electrode either conducts the current and merely carries the current or conducts the current while melting into the weld pool to feed filler material into the joint. The arc can be steered manually or mechanically along the joining line.
Due to the chemical reactions that occur when an arc heats metals to excessively high temperatures, it is necessary to utilize a protective gas or slag to reduce the time molten metal comes into contact with the atmosphere. The molten metals solidify to create a metallurgical connection when they cool.
Difference between AC and DC Currents
Direct current (DC) or alternating current (AC) can be used as an electricity source for arc welding.
Stick welding and lower-voltage applications frequently use direct current (DC) arc welding, which is typically favored over AC. This is so that the DC current may produce a smoother and more stable arc, which uses electrons that flow steadily in one direction.
The electrons in alternating current (AC) arc welding are more erratic because they constantly change direction. When a stronger current is required to keep the arc from blowing out or to transfer energy across long distances, AC current, which is often a secondary option in welding, can be helpful.
While DC only allows for one direction of current flow, AC constantly changes the direction of current flow. With a 60 Hz AC supply, for instance, the flow direction would change 120 times per second.
The present-day variations are significant. Using DC as an illustration, the constant flow of electric current in a single direction can cause magnetic fields to arise.
The arc can be moved by magnetic fields so that it does not travel the path with the shortest separation between the electrode and metal. This frequently occurs at inside corners or the end of welds and can result in spatter porosity and partial fusion. This is known as an arc blow.
So, DC is the problem. However, AC oscillates the current and never allows the magnetic fields to become organized enough for arc blow to be a problem.
Additionally, DC welders cost a little extra to buy. Arc blast and initial expenditures are hence DC’s two key drawbacks. Consider using AC arc welders. However, DC’s benefits for some procedures, like MIG welding, considerably outweigh these drawbacks.
DC arc welders provide a smooth, controllable arc and perform better with thin materials. Additionally, one receives less splatter; overall, DC beads are “prettier.” Because of these factors, DC is frequently employed in arc welders, and many users prefer it to AC.
AC arc welders are affordable and do not permit the creation of magnetic fields. In circumstances where an arc blow is likely, it can be used. In settings like shipyards, which frequently work with thick parts, AC welders are employed because they also penetrate well.
Another advantage of AC is that it can handle metals like aluminum with troublesome oxide coatings on their surface. Current oscillation effectively eliminates the oxide layer that can block and prevent the fusing of metal fragments.
What are the different types of Arc Welding Processes?
Arc welding comes in various forms. Choosing an arc welding technique mainly depends on the metal. An overview of numerous arc welding processes is provided below:
- Shielded Metal Arc Welding (SMAW)
Arc welding is another name for stick welding or SMAW. However, not all arc welders are stick welders, even though all stick welders are arc welders.
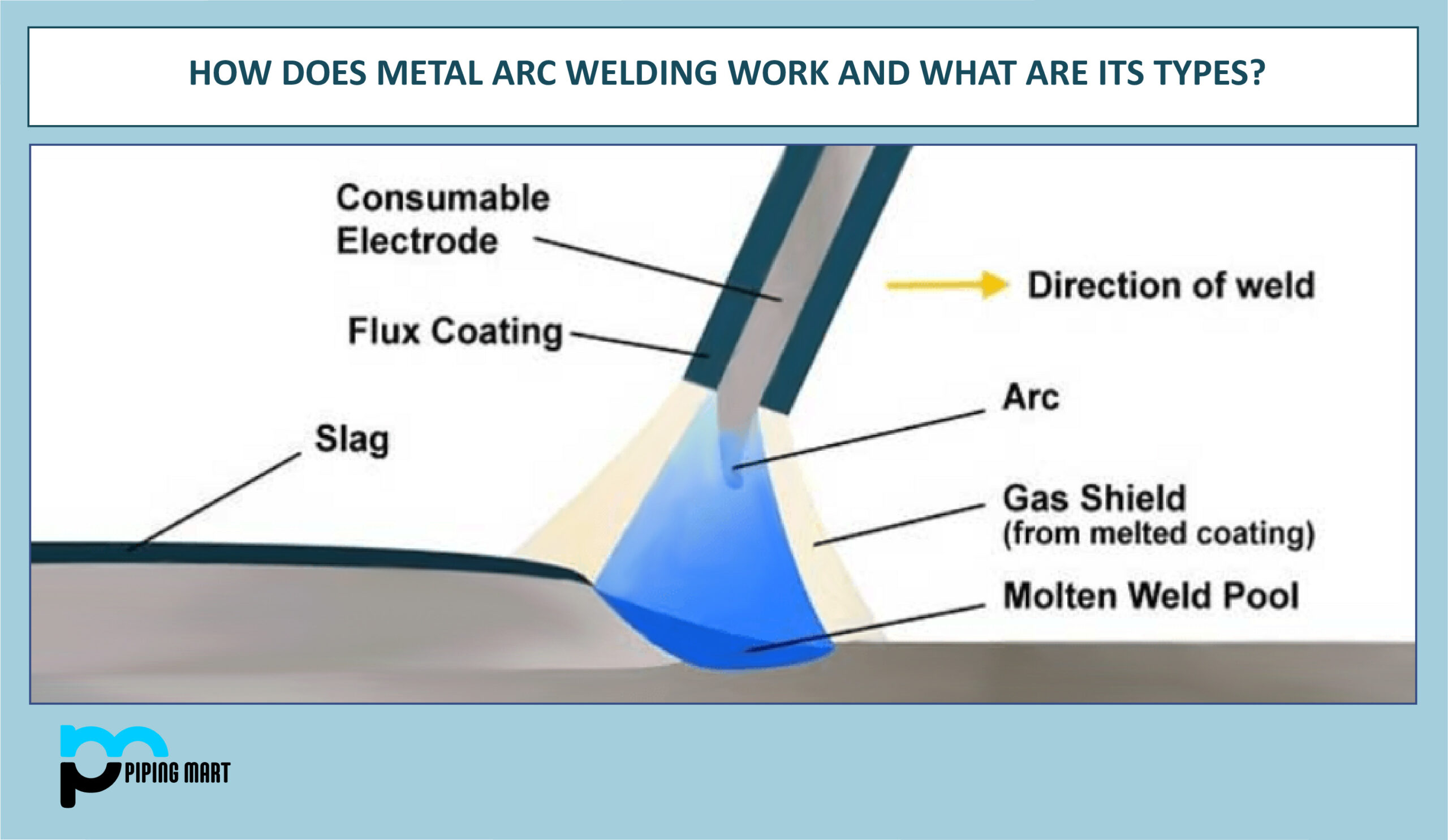
One of the easiest, earliest, and most flexible arc welding techniques is SMAW, which makes it very well-liked. Stick electrodes that have a flux coating on the outside are used in a fairly straightforward procedure. The flux protects the molten pool by reacting with the weld’s high heat. The covered electrode tip touches the welding area to create the arc, which is then pulled away to keep it going.
The tip, coating, and metal are all melted by heat, forming the weld after the alloy solidifies. This method is frequently employed in construction, shipbuilding, and pipeline operations. The stick is the filler material consumed during the process, just like the MIG or fluxed-core electrodes. However, there is no automated electrode feed, unlike GMAW or FCAW. Stick electrodes must therefore be manually changed when they run out.
- Flux-Cored Arc Welding (FCAW)
MIG welding and flux-cored arc welding are both extremely similar welding processes. The electrode is a wire which the machine continuously feeds to the gun. Even though the wire is consumed during the welding process, it can still be used as filler.
The core of this electrode is hollow, as opposed to the solid MIG wire, and it is loaded with flux and other chemicals. This enables the flux to produce shielding gas and slag, which shields the weld when heated. Due to this, MIG welders no longer require bottled gas.
Tubular electrodes filled with flux are used in this kind of arc welding. The arc is protected from the air by the emissive flux. However, some missive fluxes may also require shielding gases.
Due to FCAW’s more significant rate of weld metal deposition, it is perfect for dense welding sections that are an inch thick or more.
- Gas Metal Arc Welding (GMAW)
MIG welding or Metal Inert Gas Welding is another name for GMAW. With a gas such as argon, helium, or a gas mixture, GMAW or MIG welding protects the arc. One can weld numerous layers since the electrodes’ deoxidizers stop oxidation. The electrode for it is a roll of wire that feeds into the welding gun.
This wire is used throughout the welding procedure, allowing it to serve as filler material. As a result, the metal being welded and the wire alloy are often matched. Shielding gas is fed to the welding torch during MIG welding as well. To employ the GMAW technique, one also needs a gas bottle and a welder.
This approach has many advantages, including being straightforward, adaptable, affordable, low-temperature, and easily automated. This method of welding is frequently used for thin sheets and parts.
- Gas Tungsten Arc Welding (GTAW)
Gas tungsten arc welding (often referred to as “GTAW”) is another name for TIG welding. The most challenging welding is frequently thought to be GTAW or TIG. Tungsten electrodes produce the arc. Inert gases such as helium, argon, or a combination insulate the shield. If necessary, filler wires and add molten material. This technique is significantly “cleaner” because it doesn’t create slag, making it perfect for welding thin materials and applications where aesthetics is important. While welding, the tungsten electrode needs to be used up. TIG welding requires two hands, so one must use the second to feed a different filler rod.
Depending on what one is welding, the chemistry or alloy of the tungsten electrode varies. Additionally, the technique requires considerable practice to perfect and is more complex to learn than other types of welding.
- Plasma Arc Welding (PAW)
Ionized gases and electrodes are used in the plasma arc welding (PAW) method to produce hot plasma jets directed at the welding area.
This technique is for deep, thin welds only due to the intense heat of the jets. Another effective method for accelerating welding is plasma arc welding (PAW).
An electrode is housed inside a copper nozzle with a pinhole at the tip of a plasma welding torch. The non-consumable tungsten electrode and the copper tip start a pilot arc. As a result, plasma is produced by heating the shielding gas to extremely high temperatures.
The plasma is shot through the pinhole to “shoot” at the weld-to-weld. An arc connects the tungsten electrode and metal workpiece due to the plasma’s electrical conductivity. The torch concentrates a lot of heat into a tiny space by driving the plasma through a small aperture. The plasma method yields significant welds when used with high-performance welding equipment. One might need an additional filler rod to get the required results because the electrode is not depleted.
- Submerged Arc Welding (SAW)
SAW uses granular flux to form a thick layer that covers the molten metal during welding and eliminates sparks and spatters. Because it serves as a thermal insulator, this technique allows for deeper penetration. High-speed sheet or even plate steel welding is a cause of action for SAW. It could be automatic or semi-automatic. It is only applicable to horizontal welds, though.
Submerged arc welding uses a constantly fed wire electrode consumed throughout the weld, like GMAW and FCAW. But a thick layer of flux powder is covering the weld pool.
When molten, this layer of fusible flux turns into the conductor, establishing a reliable electrical connection between the metal and the electrode. Additionally, the flux avoids sparks and splatter. The flux layer’s layer of powder blocks UV rays and pollutants.
- Electro-Slag Welding (ESW)
ESW is only used to unite two components that are at least one inch thick vertically. A wire electrode automatically supplied into the gap between the components is embedded in the flux that fills the space.
Thick plates (those greater than 25 mm) are welded in a single pass using a vertical method. ESW requires an electric arc to initiate the process before a flux addition ends the arc. A molten slag forms on top of the molten pool due to the flux melting as the wire consumable is fed into it.
Heat is produced by melting the wire and plate edges through the molten slag’s resistance to the flow of the electric current. Following the process flow, two copper shoes submerged in the water stop molten slag from escaping.
Then a current flows, creating an arc. However, as soon as the flux melts, its electrical resistance produces the weld’s heat, roughly 3,500°F.
This is a vertical-only joint application due to the need to fill the joint with flux and retain the molten flux while welding. Before starting the arc, one must install a backer, also known as a starting plate, at the bottom of the joint to hold the flux in place.
- Arc Stud Welding (“SW”)
This unique method is intended to weld fasteners (or “studs”) into position. It uses a particular fastener with an electrode function.
A particular pistol is used to force the stud into the molten pool after it has been put in an arc at the fastener’s base. A fastener that is firmly fused to the metal base is the result.
A specific ferrule is placed around the weld to focus heat and confine the molten metal, and the application may or may not need shielding gas. The ferrule is taken off and thrown away after the weld is accomplished.
What is Arc Welding Used for?
Arc welding is the most typical and simple type of welding. As a result, it is utilized in all business sectors, including manufacturing, oil and gas, construction, aerospace, automotive, and a many other.
Vessels, pressured vessels, pipes, tanks, ships, bridges, trains, autos, farm equipment, metal sculpture, trailers, etc., are only a few illustrations of applications.
Arc welding is utilized whenever two metal components need to be joined because of how quickly and affordably it can be done. But for particular jobs, the intense heat produced can be an issue. So, only some projects need arc welding.
Arc welding is a technique used in the aerospace industry for precision work, sheet metal joining, and the production and maintenance of aircraft. Arc welding is used in the automotive sector to join hydraulic and exhaust lines. Even between thin metals, arc welding may create powerful connections.
Arc welding is used in the construction sector to ensure durable connections in buildings, bridges, and other infrastructures. The power sector and the oil and gas sector are further businesses that use arc welding.
What are the Advantages & Disadvantages of Arc Welding?
Advantages include the following:
- It possesses a strong impact resistance.
- It produces high output rates (lowers the cost per weld unit).
- Strong, air-free welds that are seamless.
- It is simple to use and learn.
- Can work on movable equipment that is simple to store.
- It is versatile and suitable for a variety of metals.
- It is very affordable.
- It results in sturdy, high-quality welds.
- It is relatively accessible since no license or specific training is needed.
Disadvantages include the following:
- Ventilation or respirators are required for toxic fumes.
- More significant waste than with alternative methods.
- Practice is necessary to develop a high degree of skill.
- Thin materials that burn through.
What are the Rod Types?
The arc process employs a range of rods with various strengths, weaknesses, and applications that may affect the weld quality. To put the components together, a current is supplied via the rod attached to the welding equipment.
These consumable electrodes melt in some circumstances, like with SMAW, and form a weld component. When using TIG, for example, the rods don’t melt since they are non-consumable electrodes.
In general, rods are coated, albeit the specific type of coating varies. Although there are uncoated rods, they are much less common, produce more spatter, and can be challenging to regulate the arc. Coated rods are preferable to lessen or completely eliminate polluting oxides or sulfur. There are three different coatings: cellulose, minerals, or a mix of the two.
Whether coated or uncoated, the proper rod must be used to produce clean, strong welds and have the appropriate bead quality.
What are the Applications of Arc Welding?
The following are some examples of arc welding applications:
- It is utilized for welding sheet metal.
- It is popularly utilized for joining thin metals, both ferrous and non-ferrous.
- Designed for pressure and pressure vessels.
- Used for the advancements in industrial pipework.
- Utilized in the automobile and home furnishings industries
- Highly used in Industries that do Shipbuilding.
- Used in the production of railroads, auto body restorations, and aircraft & aerospace.
- Construction, automotive, mechanical, and other industries.
- Gas In the aerospace industry, tungsten arc welding joins various components, such as sheet metal.
- These welding processes are used to fix tools, dies, and metals made of magnesium and aluminum.
- GTAW is primarily used in the fabrication sector to weld thin workpieces, notably non-ferrous metals.
- When severe corrosion and long-term cracking resistance are required, GTAW welding is utilized.
- It is employed in the construction of spacecraft.
- It can be used in the bicycle industry to weld thin wall tubes and small-diameter parts.
Pipingmart is B2B portal specializes in industrial, metal and piping products. Also, share latest information and news related to products, materials and different types grades to help business dealing in this industry.