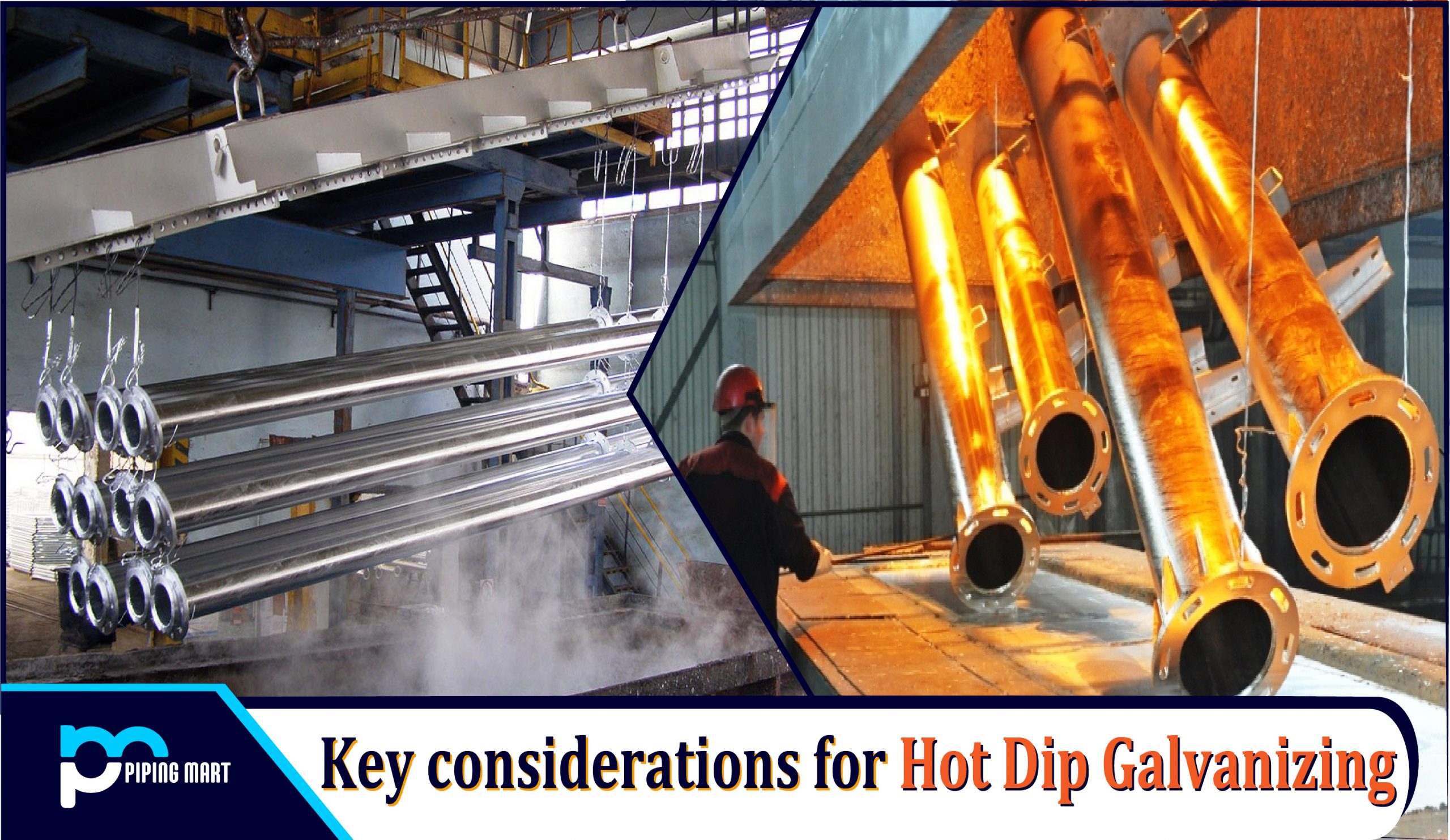
Hot-dip galvanizing method emphasizes coating iron or steel objects by immersion in a molten zinc bath. This method emphasizes the electroplating of iron or steel objects by immersion in a molten zinc bath. The temperature of the molten zinc bath is approximately 449°C (840°F). This leads to a chemical equilibrium in the hot-dip galvanizing process, ensuring that the zinc is chemically bonded to Become a base metal and become part of steel or hot-dip galvanized metal.
Hot-Dip Galvanizing Process, Although the concept of hot-dip galvanizing may seem simple, the process involves several important steps. The steel is first cleaned in three stages to preparing the surface for galvanizing; these are degreased, and flux. After cleaning and drying, the frame can be immersed in a bath of molten zinc. Molten zinc flows in and around the iron or steel object, completely covering it and protecting all surfaces. The coated material was then removed from the bath and air-dried before testing.
How can we make the hot-dip galvanizing process smooth and hassle-free?
- Galvanizing– The prepared base metal then needs to be immersed into a bath of molten zinc at about 455 degrees Celsius or 850 degrees Fahrenheit to ensure appropriate metallurgical bonding of zinc to the base metal.
- Pickling- It is a process of chemically cleaning the surface of the base metal. Ideally, use hydrochloric acid because it is more environmentally friendly and does not attack the surface of base metals.
- Finishing- Post-treatment After removing the metal from the molten zinc bath, the excess zinc must be removed by drying, shaking, or centrifuging. It is important to cool galvanized products in air or water. Compared with water cooling, the air cooling process takes longer, but it results in a significantly better surface finish and is, therefore, an important aspect of structural steel.
- Removal of soil and grease- Oils, greases, working oils, and soluble paints should be removed from base metals with hot alkaline cleaners.
- Prefluxing- The base metal which is usually steel needs to be immersed in a liquid flux for the removal of oxides and to prevent oxidation before finally dipping it into the bath of molten zinc. For pretreatment, it is better to use zinc chloride and ammonium chloride solutions.
- Inception- Inspection of the final product is the last step, also a consideration in the hot-dip galvanizing process. At this stage, checking whether the thickness and condition of the surface meet the quality standards, is a must.
All of these key considerations above ensure that the base metal is plated correctly. In this case, it is best to seek the help of a professional service provider to find the best solution.
Pipingmart is B2B portal specializes in industrial, metal and piping products. Also, share latest information and news related to products, materials and different types grades to help business dealing in this industry.