Welding defects typically happen during the welding process as a result of an inexperienced or unskilled welder or because of fundamental challenges with welding techniques such arc welding, gas welding, etc. Welding defects refer to any unacceptably large departure from predetermined technical and design specifications. The optimum welding procedure as outlined by regulations and standards may deviate due to a number of factors. There are a number of possible causes for this, including inappropriate welding, human error, the use of the incorrect electrode, bad process conditions, inadequate job preparation, inexperienced welding, inaccurate welding settings, etc. Any stage of the welding process can have defects, which are readily identifiable as geometrical flaws, and they can happen at any time. Such weld flaws can impact the metallic structure’s exterior and interior.
Most common welding defects, causes and remedies
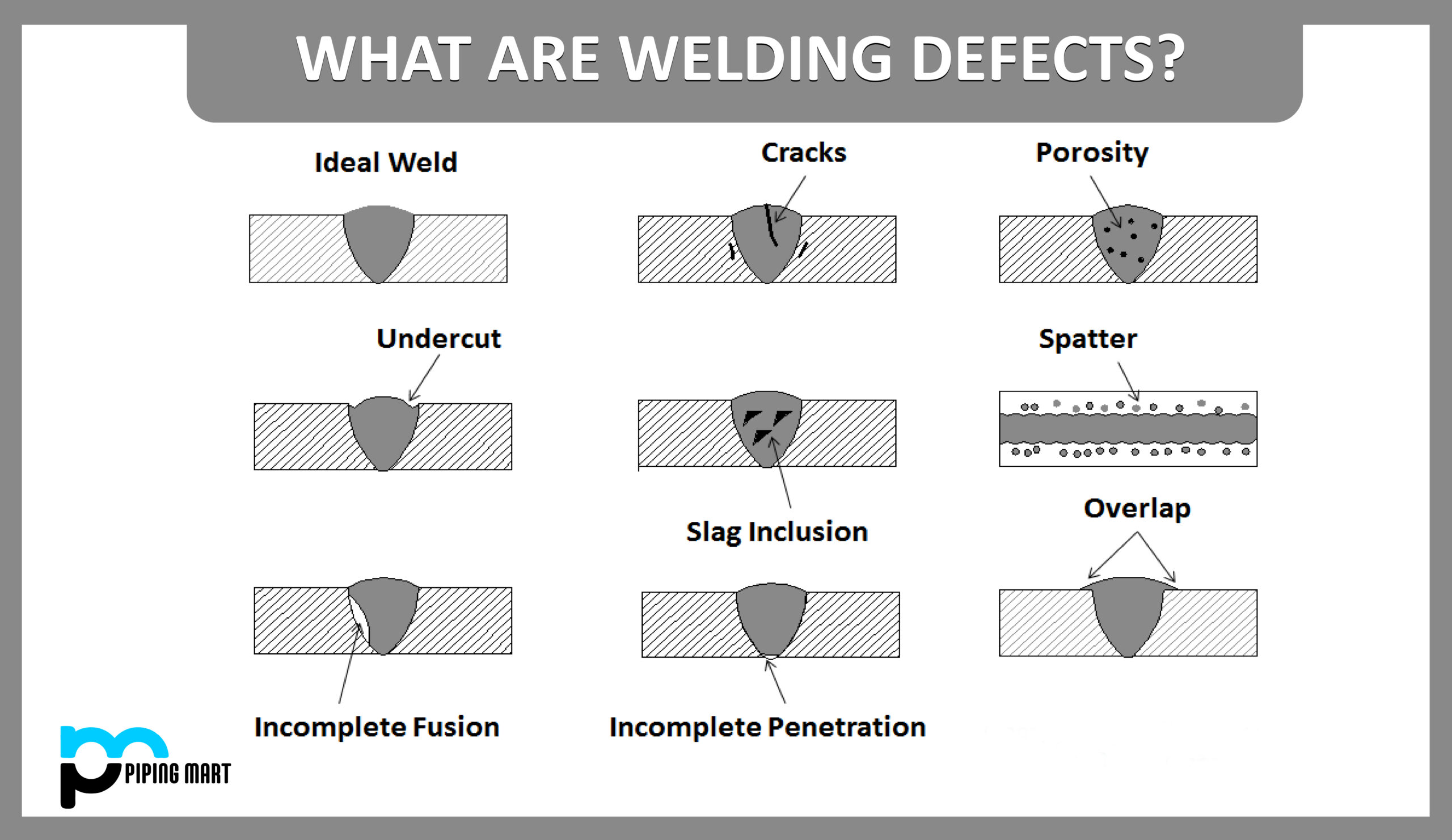
Weld crack
It can show up on the surface, in metal welds, or in a region that has been exposed to extremely high heat.
- Causes
- When welding ferrous metals, use hydrogen.
- residual stress brought on by the shrinkage during solidification.
- metal contamination with base.
- Low current but fast welding.
- No preheating is required before welding.
- poor joint planning
- a metal with a high sulphur and carbon content.
- Remedies
- As needed, preheat the metal.
- Make sure the weld region is properly cooled.
- Apply appropriate joint design.
- Eliminate contaminants.
- Use the proper metal.
- A significant sectional area must be welded.
- Use the correct welding current and speed.
- Make sure the crater is correctly filled to avoid crater cracks.
Porosity
Weld metal contamination leads to porosity in materials. A bubble-filled weld is made possible by the trapped gases, but with time it might weaken and eventually collapse.
- Causes
- inadequate deoxidant for electrodes.
- use a wider arc.
- wetness is present.
- incorrect gas shield
- improper surface preparation.
- excessive gas flow use.
- Infected surface.
- the presence of paint, grease, corrosion, or oil.
- Remedies
- Before you start welding, clean the materials.
- Utilize materials and dry electrodes.
- Apply the proper arc distance.
- Verify that the gas flow meter is tuned as needed with the correct pressure and flow settings.
- Slow down the arc’s motion so that the gases can escape.
- Pick the appropriate electrodes.
- Apply the right welding procedure.
Undercut
This weld flaw results from the formation of a groove at the weld toe, which lessens the base metal’s cross-sectional thickness. Weld and workpiece become weak as a result.
- Causes
- Too much welding current
- Weld speed is too quick.
- the wrong angle is used, which will cause more heat to be directed toward the open edges.
- It has a too-large electrode.
- gas shielding not used properly.
- false filler metal
- bad welding methods
- remedies
- Use the correct electrode angle.
- shortener the arc’s length.
- The electrode’s travel speed should be decreased, but it shouldn’t be too slow.
- Select a shielding gas that has the proper chemical make-up for the kind of material you’ll be welding.
- Using the correct electrode angle and directing more heat toward thicker components
- Use the right current and reduce it when you get close to free edges and thinner parts.
- Pick a proper welding method that doesn’t involve a lot of weaving.
- Utilize the multipass method
Incomplete fusion
When the base metal and the weld metal do not fuse properly, a welding problem of this type develops. It might also show up between adjacent weld beads. The joint now has a gap that is not filled with molten metal.
- Causes
- little heat input
- pollution on the surface.
- Angle of electrode is wrong.
- For the thickness of the material you are welding, the electrode diameter is insufficient.
- It travels too quickly.
- Because the weld pool is too big, it advances the arc.
- Remedies
- Use the proper arc voltage and a welding current that is suitably high.
- Prepare the metal for welding by cleaning it.
- Keep the arc from being flooded by molten pool.
- Utilize the proper electrode’s diameter and angle.
- Reduce the rate of dépôsition.
Incomplete penetration
It happens when the metal groove is not entirely filled, which means the weld metal doesn’t fully extend through the joint thickness.
- Causes
- The metal you are welding together had too much gap between the pieces.
- The bead is being moved too quickly, which prevents enough metal from being deposited in the junction.
- Because you have the amperage setting too low, the current is insufficiently strong to melt the metal.
- substantial electrode diameter
- Misalignment.
- incorrect joint.
- Remedies
- Use the appropriate joint geometry.
- Use an electrode that is the right size.
- Slow down the arc’s journey.
- Select the ideal welding current.
- Verify the alignment is correct.
Slag inclusion
Stick welding, flux-cored arc welding, and submerged arc welding all produce the vitreous material known as slag as a byproduct. It can happen when the flux, the solid welding shielding substance, melts either inside the weld or on the weld zone’s surface.
- Causes
- inadequate cleaning.
- It is too rapid to weld.
- not completing a fresh weld pass before cleaning the previous one.
- improper welding angle
- The weld pool cools down too fast.
- Insufficient welding current.
- Remedies
- Increase the current density.
- decreasing fast cooling
- Angle the electrode accordingly.
- Slag from the prior bead should be removed.
- Speed up the welding process.
Spatter
It is the result of tiny weld particles sticking to the surrounding surface. In gas metal arc welding, it happens quite frequently.
- Causes
- It is too high for the running amperage.
- Unacceptably low voltage setting
- Because of its very steep work angle, the electrode.
- It is contaminated on the surface.
- The arc is too long
- incorrect polarity.
- erratic feeding of the wire.
- Remedies
- Prior to welding, clean the surfaces.
- The arc should be shorter.
- Adjust the weld current.
- Ensure appropriate polarity.
- Check to see if you have any feeding problems.
Overlap
It takes place when the parent metal’s welding surface becomes flooded by the weld pool. The molten metal does not fuse with the base metal in such a case.
- Causes
- one-time large weld deposition.
- Ineffective electrode handling; incorrect electrode coating
- using an electrode at an incorrect angle.
- high input heat and current.
- Misaligned welding position.
- extended arc
- remedies
- Use the proper welding method to prevent incorrect arc length.
- Set the electrode in the proper position.
- Get into a flat position.
- Use the proper deposition for each run; Suitable Electrode Coating
- Low heat input and low welding current are used.
Distortion
It occurs as a result of the welding process’s extreme heat. Typically, thinner welding plates with insufficient surface area for heat dissipation exhibit this welding problem. The shape is altered as a result of too much heat, hence the name distortion.
- Causes
- changing gradient of temperature.
- thin welding plate
- Slow arc travel velocity
- Weld passes in great numbers
- Remedies
- use a metal variety that can be welded.
- Optimizing the number of weld passes.
- The best welding technique depends on the metal.
Burn through
The metal may blow a hole through the center if excessive heat is used during the welding process.
- Causes
- large root gaps
- excessive weld current
- inadequate root face
- remedies
- maintaining a suitable root gap.
- regulating the welding current.
- can be fixed by drilling a hole, rewelding it, and then performing PWHT.
Whiskers
In MIG welding, whiskers are little segments of electrode wire that are bonded through the weld on the root side of the joint. This is a result of the electrode wire sticking out from the weld pool’s leading edge.
- Causes
- the electrode wire feed speed is increased.
- because of the increased travel speed.
- Remedies
- If the electrode wire feed speed is slowed down, this can be avoided.
- Avoid travelling too quickly and maintain the ideal travel pace.
Lamellar tearing
It is a cracking flaw that mostly affects the fabrication of rolled steel plate and happens near the bottom of the weld. Always occurring parallel to the weld fusion boundary, the ripping frequently takes place outside the heat-affected zone and is always contained within the parent plate.
- Causes
- due to the weld metal deposits on the metal surface, where cohesiveness is at its best.
- due to improper welding direction and material choice.
- Remedies
- using the ideal welding orientation and picking materials of the highest calibre.
- By doing welding rest at the end, this is avoided.
Excess reinforcement
When there is too much filler material in the welding joint, this happens. The extra reinforcement is also ragged and uneven.
- Causes
- Over flux or quick/uneven travel speed on the feed wire are the causes of this.
- because there is greater heat and current.
- due to the generally low and fluctuating voltage.
- leaving a wide space in between the welding components.
- Remedies
- Keep the torch running at the appropriate pace.
- Avoid overheating by setting the current properly.
- Make sure the voltage is not set too low.
- Make sure the gaps between the components aren’t too wide.
Misalignment
It is likely due to misalignment when filler metals decompose occasionally in welded joints. On the surface, it can be identified as wavy or curved.
- Causes
- The quick welding technique is to blame for this kind of welding fault.
- due to an inexperienced welder or incorrect welding inspection.
- The placement or alignment of the welding wire is improper.
- Remedies
- Use a slow or steady welding procedure to prevent this.
- employing knowledgeable welders and performing appropriate checks prior to welding
- verifying the placement of the wire or keeping the welding wire in line.
Arc strike
Unwanted arcs are produced close to the weld when the electrode or electrode holder is inadvertently struck against the work. These locations, called “arc strikes,” might cause failure under bending or cyclic loads.
- Causes – This is because the welder was careless and did not begin welding with the trial plate present.
- Remedies – Do a dye penetration test after grinding wherever arc strikes are discovered, or sanding if deep strikes are discovered.
Pipingmart is B2B portal specializes in industrial, metal and piping products. Also, share latest information and news related to products, materials and different types grades to help business dealing in this industry.