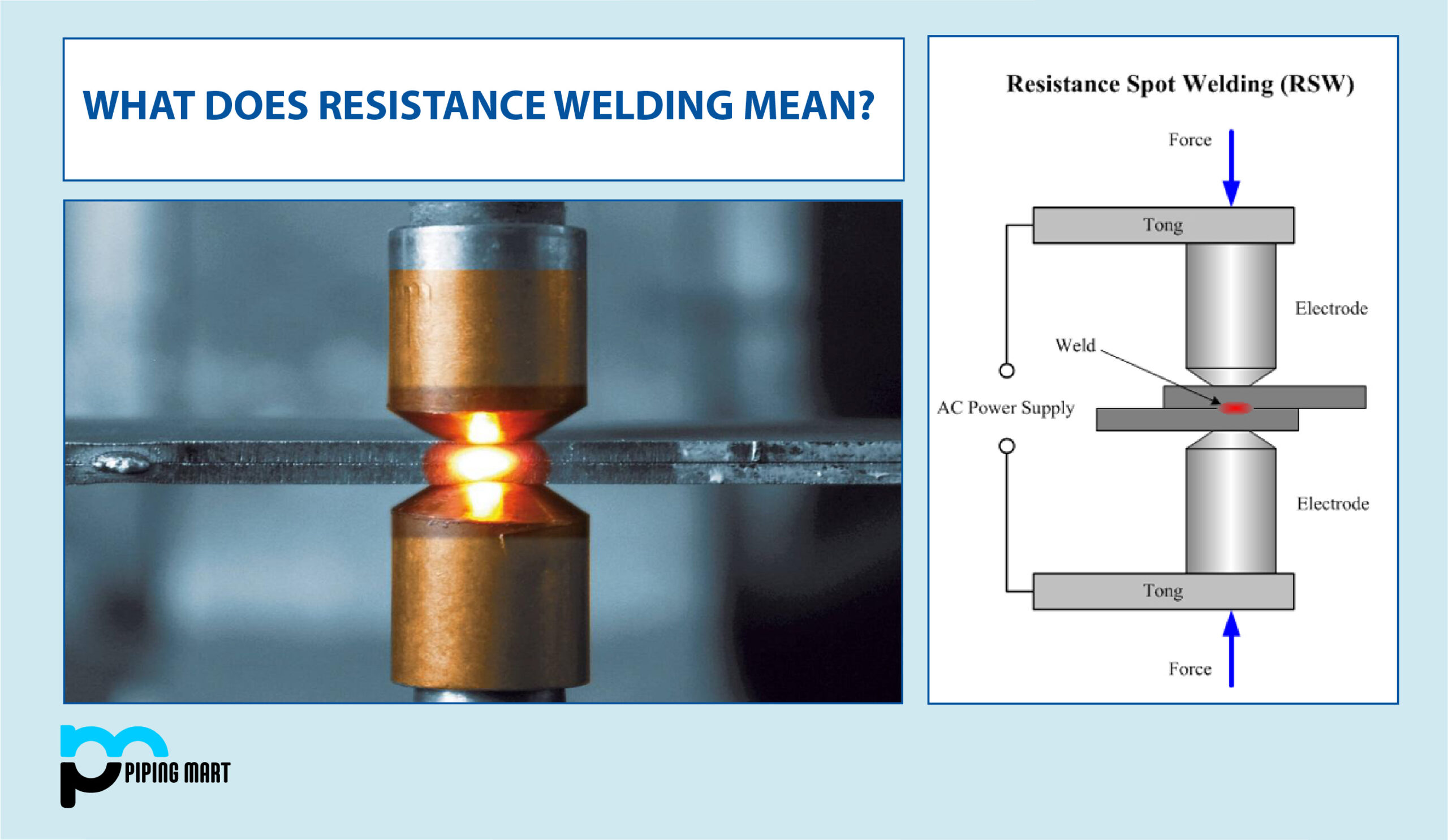
What Is Resistance Welding?
Resistance welding is the process of combining metals by exerting pressure and continuously running current through the metal portion that needs to be welded. The main benefit of resistance welding is that no additional materials are required to form the bond, which makes it a very economical procedure.
Resistance welding comes in several distinct types (spot and seam, projection, flash, and upset welding), which vary mainly in the weld electrodes used to apply pressure and conduct electricity.
Water is pumped through cavities into the electrodes and other conductive equipment of the resistance welding machine to cool them. Electrodes are commonly made of copper-based alloys because of their excellent conductivity.
Resistance welding equipment is created and developed for various industrial, aeronautical, and automotive applications. Thanks to automation, these machines’ highly reproducible and controlled actions make it simple for manufacturers to staff production.
How Does Resistance Welding Work?
Resistance welding is typically used to connect two pieces of simple metalwork. Weld electrodes deliver an electric current to the metal sheets (or any other workpieces being joined), applying force to the sheets.
Heat is then produced from this force. The metal is heated to the point where it joins the point of “resistance” between the faying surfaces, melting it there. The electrode then heats the liquid weld region, and a weld nugget is created when it cools and hardens.
The contact area is constrained by the force applied before, during, and after the application of a current.
Types of Resistance Welding
- Spot Welding and Seam Welding
Resistance Spot welding produces welds using heat produced by resistance to the flow of welding current between the faying surfaces and force to push the workpieces together, both of which are applied over a predetermined period.
Resistance spot welding concentrates the welding current at the desired weld site and exerts a force on the workpieces by utilizing the face geometries of the welding electrodes. Once enough resistance is created, the components are combined to produce a weld nugget.
Resistance seam welding is a variation of resistance spot welding that uses wheel-shaped electrodes to apply force and welding current to the component pieces. The difference is that while welding current is supplied, the workpiece rolls between the wheel-shaped electrodes.
The welds produced may overlap, form a whole welded seam, or be single spot welds at predetermined intervals, depending on the specific weld current and duration settings.
- Projection Welding
Projection welding uses force to press the workpieces together over a predetermined time, in addition to the heat produced by resistance to the flow of welding current.
Projection By utilizing projections, embossment, or intersections—all of which concentrate heat generation at the point of contact—welding localizes the welds at specific points. The projections collapse and form the weld nugget after the weld current produces enough resistance at the contact site.
When joining items together using welding, solid projections are frequently employed. When attaching sheets or plates of material, embossments are commonly utilized. Cross-wire welding is an illustration of projection welding employing material intersections.
In this instance, resistance and heat generation are localized to the intersection of the wires. A weld nugget was created when the wires sank into one another.
- Flash Welding
Flash welding, like other resistance welding processes, uses force to drive the workpieces together over a predetermined time and the heat produced by resistance to the flow of welding current. Flash welding is a type of resistance welding that has resistance through flashing.
Minimal contact points between the workpieces and extremely high current densities are used to achieve this action. After the flashing process has started, the workpiece is forced to move together at a regulated rate at a predefined spot. This force quickly disturbs the weld, releasing oxides and contaminants.
- Upset Welding
Like other resistance welding processes, upset welding uses force to press the workpieces together over a predetermined period in addition to the heat produced by resistance to the flow of welding current.
While Upset Welding is similar to Flash Welding in that the workpieces are already firmly in contact, flashing doesn’t happen in this process. Before the current begins, pressure is introduced and kept up until the procedure is finished.
Applications of Resistance Welding
- Sheet metal, wire, and tubes are welded using resistance welding in large-scale manufacturing.
- It is used to weld bars, cans, rods, pipes, and frames made of metals with medium and high resistance, such as silicon bronze, stainless steel, and steel.
- It is employed in the welding of automobile and aerospace parts.
- It is employed to create cutting tools.
- It is used to create fuel tanks for automobiles, tractors, etc.
- It is employed in the production of containers, mesh-welded mesh textiles, grids, and grills.
Advantages Of Resistance Welding
- Metals that are similar and different can be fused.
- highly automated
- High production and welding rates while being effective
- Cost-effective
- environmentally friendly, producing little waste or pollution
- There is no requirement for filler metal or superfluous components like rods, fluxes, inert gases, oxygen, or acetylene.
Disadvantages Of Resistance Welding
- Resistance welding machines are often highly technical devices that are expensive and complicated.
- Often, the work piece’s thickness is constrained.
- When using highly conductive materials, it is less effective.
- the requirement for a large amount of electricity
- Associated Posts
Pipingmart is B2B portal specializes in industrial, metal and piping products. Also, share latest information and news related to products, materials and different types grades to help business dealing in this industry.