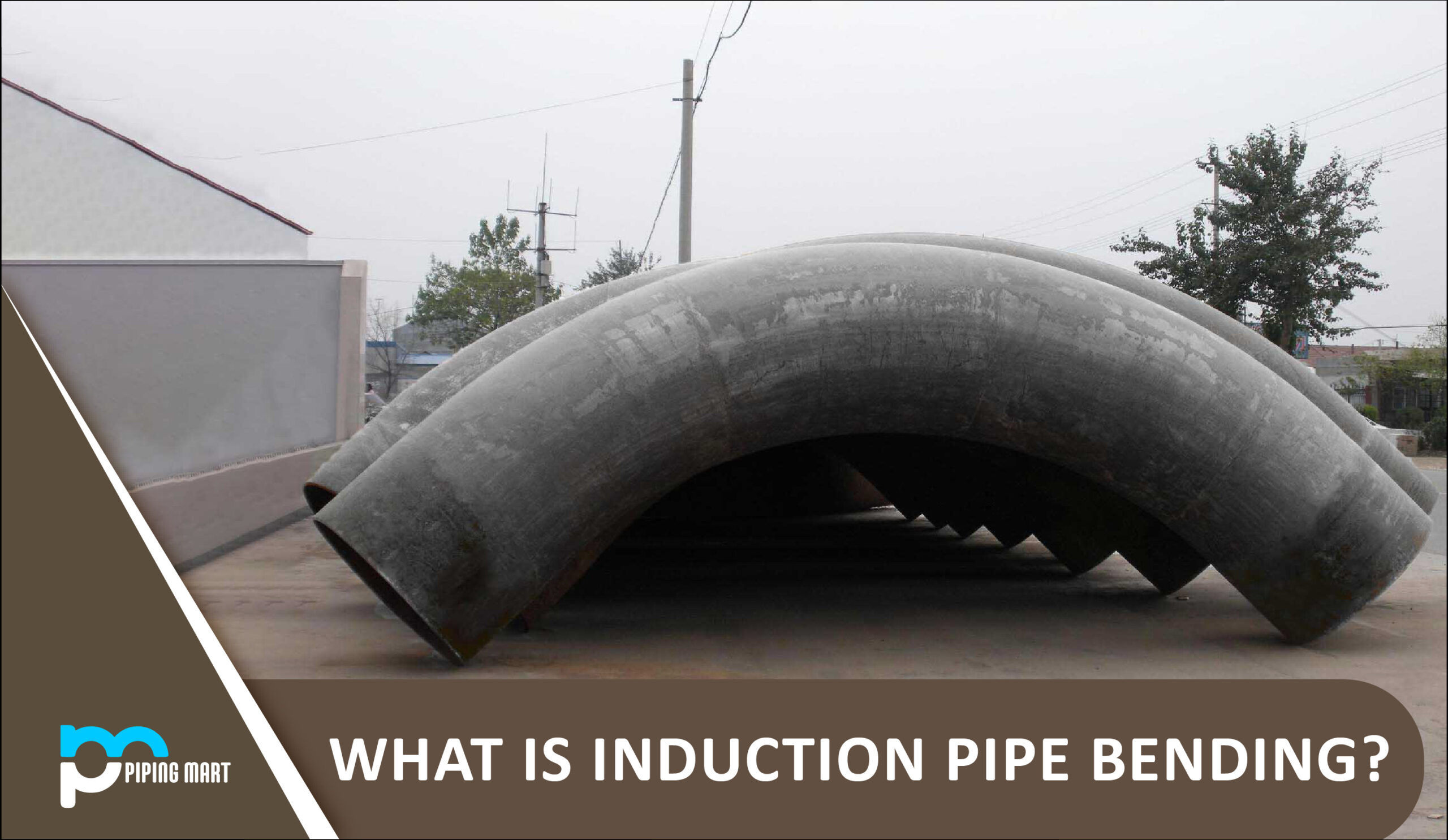
What is Induction Bending?
Induction by applying local heating using high-frequency induced electrical power, bending is a controlled method of bending pipes. Induction technology, initially developed to surface harden steels, essentially entails wrapping the pipe bent in an induction coil. The induction coil heats a small, circular portion of the pipe to a temperature of 850 to 1100 degrees Celsius (depending on the material to be formed). The pipe is progressively passed through the induction coil after the proper bending temperature range is attained, and a fixed radius arm arrangement applies the bending force.
Manufacture of Induction Bends
A piece of straight pipe is run through an induction bending machine to create induction bends in a manufacturing facility. This device heats a small section of the pipe material using an induction coil. A pivot arm is fastened to the pipe’s leading end.
The machine produces the desired radius of curvature as the pipe is forced through it. The heated material just outside the induction coil is cooled with a water spray on the pipe’s exterior surface. Due to the unheated tube on each side of the small heated portion, which causes diameter contraction upon cooling, thermal expansion is constrained.
Additionally, the intrados’ walls become thicker, and the extrados’ walls become thinner during the induction bending process. The bending temperature, the speed at which the pipe is forced through the induction coil, the location of the induction coil about the pipe (closer to the intrados or extrados), and other variables all affect how severely the pipe thickens or thins.
The majority of induction bends are produced with straight sections at the tangent ends, unaffected by the induction bending process. To provide fit-up similar to when welding straight lengths of pipe together, field welds are made, or pipe pup portions are joined to the unaffected tangent ends.
Induction bends can be built to order to a specific bend angle or available in conventional bend angles (such as 45°, 90°, etc.). Making compound bends (out-of-plane bends) in a single pipe joint is also possible. The diameter is used to specify the bend radius. Induction bends, for instance, frequently have bend radii of 3D, 5D, and 7D, where D is the nominal pipe diameter.
Benefits of Induction Bends
- Large radius to ensure fluid flow.
- Efficiency in terms of cost; bends can be made more quickly than standard components can be welded, and explicit material is less expensive than standard components (such as elbows).
- Where possible, more significant radius bends can be used in place of elbows to save wear, friction, and pump energy.
- The quantity of welds in a system is decreased by induction bending. It enhances the capacity to withstand pressure and stress by removing welds at crucial locations (the tangents).
- Contrary to elbows with uniform wall thickness, induction bends are more durable.
- Costs can be reduced by performing fewer non-destructive tests on welds, such as X-ray inspection.
- The number of elbows and common bends can be significantly decreased.
- quicker access to the basics. Straight pipes are easier to find than elbows or common parts, and bends can almost always be made more quickly and affordably.
- Only a few tools are required (no use of thorns or mandrels as required in cold bending).
- It’s a clean technique to use induction bending. The technique does not require any lubrication, and the water used for cooling is recycled.
Pipingmart is B2B portal specializes in industrial, metal and piping products. Also, share latest information and news related to products, materials and different types grades to help business dealing in this industry.