What Is Oxy-Acetylene Welding?
The technique of oxygen-acetylene welding, also known as gas welding, depends on the combustion of oxygen and acetylene. A hand-held torch or blowpipe may produce a flame with a temperature of roughly 3,200 °C when the ingredients are combined in the proper ratios.
Metals are joined using an oxygen-acetylene welding torch. Welding is the result when two pieces of metal are heated to a temperature that creates a shared pool of molten metal. A filler, or extra metal, is typically added to the molten pool. The choice of filler material depends on the metals being welded.
The oxy-acetylene flame’s chemical reaction can be controlled by altering the volume of oxygen to acetylene.
Oxy-acetylene welding is a different kind of welding. Oxy-acetylene welding, also referred to as oxy-fuel welding, is a method that depends on the combustion of oxygen and a fuel gas, usually acetylene. This kind of welding may also be called “gas welding.”
Nearly all thin metal pieces are welded using gas welding. Oxy-fuel welding can also be used for soft soldering, heating heavy material for bending, and unfreezing frozen bolts and nuts.
For inexperienced and part-time welders, oxy-acetylene welding provides a versatile procedure. Equipment for oxy-acetylene welding is also lightweight and simple to operate.
How Does Oxy-Acetylene Welding Work?
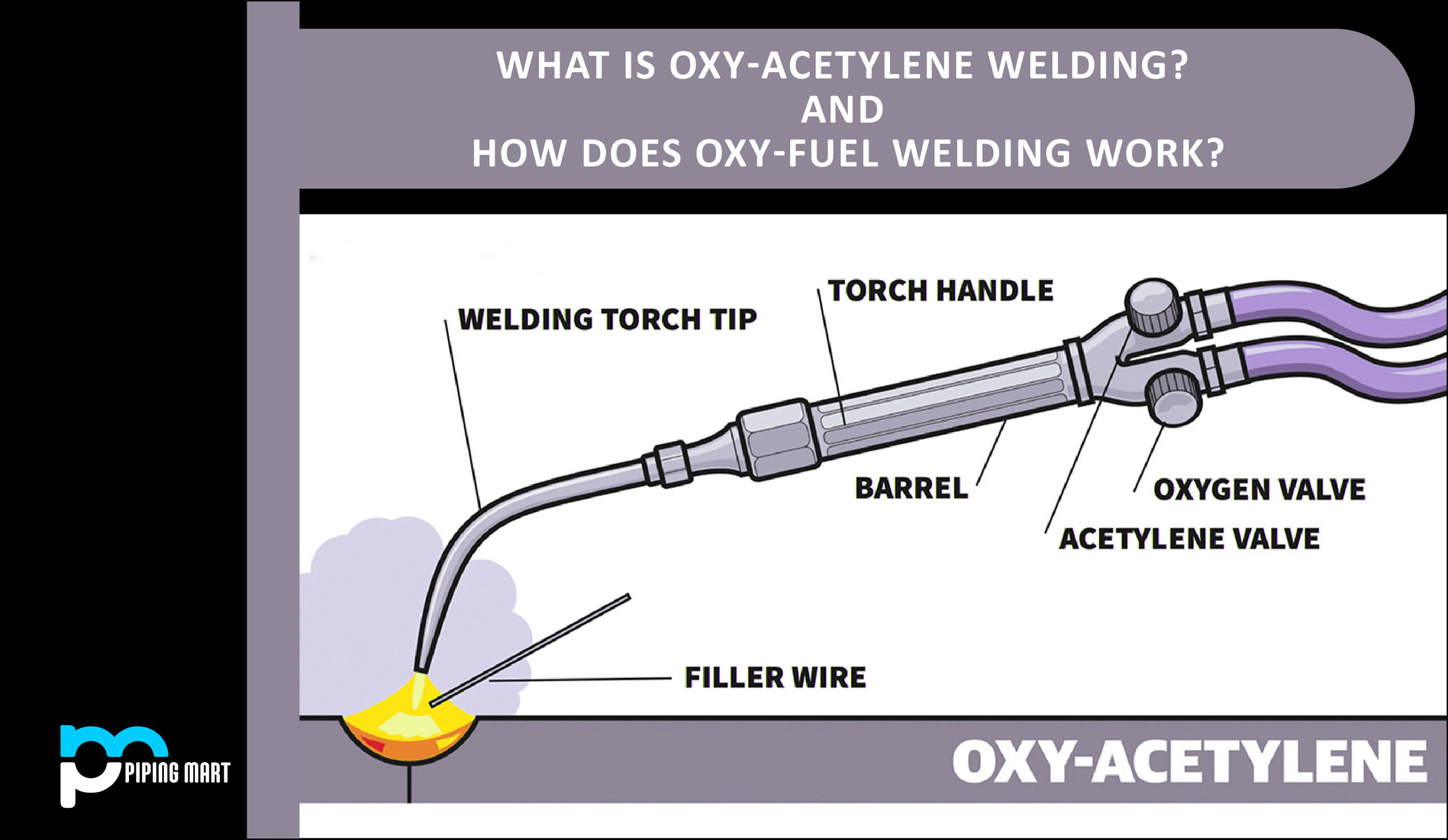
In oxy-acetylene welding, a fuel gas (often acetylene) is burned in combination with pure oxygen to produce a high-heat, high-temperature flame. Using a flame from the combination of oxy-fuel gas through the tip of the welding torch, the base material is melted with the filler rod.
Pressurized steel cylinders are used to store both the fuel gas and the oxygen gas. The cylinder’s regulators lower the gas pressure.
Flexible hoses carry the gas, and the welder uses the flame to control the flow. The base material is then heated with the filler rod. However, it is also feasible to melt two pieces of metal without needing a filler rod.
Types Of Flames In Oxy-Acetylene Welding
The flames are adjusted to neutral, oxidizing, and carburizing, respectively.
The most common setting for welding is the neutral flame, which contains an equal amount of acetylene and oxygen. While the carburizing flame is produced by raising the ratio of acetylene flow to oxygen flow, the oxidizing flame is created by simply increasing the oxygen flow rate.
The only gas mixture with adequate heat to weld steel is oxygen and acetylene, since steel melts at temperatures exceeding 1,500 degrees Celsius. However, alternative gases can be used for brazing, silver soldering, and connecting non-ferrous metals with lower melting points, including propane, hydrogen, and coal gas.
Before you can begin the Oxy-Acetylene weld, the flame must be altered to appear in a specific way. Metals of various sorts are welded together using multiple types of flames.
Carburizing Flame
Acetylene gas is present in excess in the carburizing flame. This kind of flame is appropriate for uses that call for low-heat flames. Nickel, Monel metal, high-carbon steel, and several non-ferrous metals are among the materials it is used to weld. Standard steel cannot be joined together with this flame.
- Neutral Flame
Oxygen and acetylene gases are present in equal amounts in a neutral flame. The majority of welding operations use this kind of flame because it has the least amount of chemical impact on heated metal.
- Oxidizing Flame
An oxidizing flame, as its name suggests, contains a lot of oxygen (the oxygen and acetylene ratio being 1.5:1). When welding copper and copper alloys, such as bronze and brass, this kind of flame is employed. Steel cannot be welded using it because it will oxidize the metal.
Equipment Use In Oxy-Acetylene Welding
Devices for using oxy-acetylene are lightweight and portable. It consists of acetylene and oxygen gases that are pressure-stored in steel cylinders. Regulators and flexible hoses that connect to the blowpipe are included with the cylinders.
Regulators are specially-made safety measures like flame traps between the hoses and the cylinder. The flame trap stops flashback-induced flames from spreading to the cylinders. Failure to purge the hoses and to overheat the blowpipe nozzle are the leading causes of flashbacks.
The welding machine operator must wear protective clothes and tinted protection goggles. Tinted all-purpose glasses are sufficient protection because the flame emits relatively little UV radiation and is not as powerful as an electric arc.
Operating Characteristics
By adjusting the gas flows, the oxy-acetylene flame’s response on the material’s surface to be welded can generate a mild, complex, or violent reaction. The kind of flame that can be utilized for welding has, of course, practical limitations.
A flame that is too mild won’t be stable close to the application point, while a flame that is too hard will blast the molten weld pool away.
Therefore, to use the proper flame intensity, the blowpipe is made to accommodate various sizes of “swan neck copper nozzle.” If required, a rod-shaped filler material can be introduced during fusion welding.
Oxy-fuel welding mainly uses correct procedures for the left, right, and all positions. The former is employed nearly exclusively for welding butt, fillet, and lap joints in sheet metal thicknesses up to approximately 5 mm. The method to the right is utilized for flat and horizontal-vertical welding on plates thicker than 5 mm.
A variant of the right-hand technique, the all-position right-hand approach is perfect for welding steel plates and, notably, pipes that require position welding (vertical and overhead). The right approaches give the welder extra control over the molten weld pool and weld deposit while allowing for a consistent penetration bead.
The welder can also walk about freely while working and has an excellent view of the weld pool. These techniques require a high talent level and are applied less frequently than the standard left method.
Why Use Acetylene for Welding?
In many manufacturing sectors, welding is a crucial fabrication technique. There are numerous varieties of welding techniques. Gas welding is a vital kind. The combustion of oxygen and acetylene generates the heat required for this type of welding. In other cases, acetylene is replaced with hydrogen, butane, and propane.
Since roughly 1906, metals have been cut with the help of oxygen and acetylene. Acetylene has become known as one of the safest yet most powerful welding gases over time. But, there is a rising misconception that propane is a better welding gas than acetylene.
Propane and Acetylene Differences in Gas Welding: Four Degrees
- Flame Temperature: The flame temperature of propane when burned in oxygen is around 2800 degrees Celsius. Together with oxygen, acetylene creates a flame with a temperature of about 3100 degrees Celsius. Because of its high flame temperature, acetylene is an excellent gas for welding steel.
- When acetylene is burned in oxygen, it produces a reducing zone that cleans the metal surface quickly during welding. However, there is no decreasing zone for propane. Due to this characteristic, welding is not recommended. Today, high-strength steels are welded with oxy-acetylene.
- Safety: Acetylene works very effectively when combined with oxygen. The gases, particularly oxygen, remain longer as a result. As a result, there is less cylinder handling.
- Cost savings: Acetylene requires less stoichiometric oxygen than propane. Propane has a volume-to-volume ratio of 4.3 to 1, whereas acetylene has a ratio of 1.2 to 1. This indicates that utilizing propane consumes more oxygen than using acetylene.
- All of the above distinctions point to why acetylene is chosen over propane.
Reasons Why Acetylene Is Ideal For Welding
A Safe Fuel: In most process industries, safety is a top priority. Being lighter than air, acetylene has a very slim possibility of building up at low levels. Its characteristics are safe for use in any processing facility or subsurface applications.
Acetylene is the hottest fuel gas when mixed with oxygen, making it an excellent welding material. This makes acetylene an excellent choice for welding many types of steel in the appropriate circumstances.
Cost-effectiveness: Oxy-acetylene is known for its versatility and is suitable for a variety of machining tasks other than welding, such as brazing, cutting, and so on.
Acetylene cylinders for welding come in various sizes and are used in acetylene gas-filling plants and other applications. Compared to other fuel gases, their flexibility makes them easy to source and transport.
What Is Oxyfuel Welding Used For?
Oxy-fuel welding uses pure oxygen and fuel/gas to join many metals, such as carbon steel, alloy steels, cast iron, aluminum, and magnesium. In oxy-fuel welding, two pieces of metal are heated using a torch until a molten pool forms.
How To Properly Work With An Oxy-Acetylene Torch
An oxygen-acetylene torch is simple to light, adjust, and shut off, especially when the proper steps are taken. You must always be sure to abide by the operating instructions provided by the torch manufacturer in addition to these simple guidelines.
First, perform the following checks before attempting to light the torch:
- Make sure the screws used to control the regulator’s pressure are backed out!
- Ensure that the torch valves are shut!
- Step back from the regulator.
- Open the cylinder valves for the oxygen and acetylene separately and gradually.
- Set the regulator’s p/a screws for the tip pressure.
- Open and close the torch valves separately, then fine-tune the regulator pressure settings.
- Press the cutting lever, then, if necessary, adjust the pressure.
Using a positive or equal pressure mixer, turn on the torch and adjust it as needed:
- Purge the fuel gas and oxygen lines separately.
- Open the fuel gas valve by half a turn.
- Start a fire with a striker.
- Fuel gas flow is increased until the flame exits the tip end and no smoke is visible. Then it is decreased until the flame returns to the tip.
- Open the oxygen valve and make the flame neutral.
- Press the oxygen lever and then make the necessary adjustments.
Using a positive or equal pressure mixer to extinguish the torch:
- Switch off the oxygen torch.
- Switch off the fuel gas torch.
Follow these steps if the torch, regulators, and gases have been inactive for a while:
- Close the cylinder valves for the gasoline and oxygen.
- Purge the fuel gas and oxygen lines separately.
- Ensure that all regulator gauges are set to 0.
- Remove the screws used to regulate regulator pressure!
- If you use it professionally, inform your supervisor of any damage, etc.
Pipingmart is B2B portal specializes in industrial, metal and piping products. Also, share latest information and news related to products, materials and different types grades to help business dealing in this industry.