In piping engineering, a Tee or Tee connection is a very significant pipe fitting that is regularly used to join or divide a flow. There are 2 types of tees available: equal tee and reducing tee. However, in pigged pipelines, a unique type of tee connection called the Barred Tee or Pigged Tee is often utilized. In this article, we will look at a few aspects of the barred tee and tee connections.
Comparison of Tee and Barred Tee
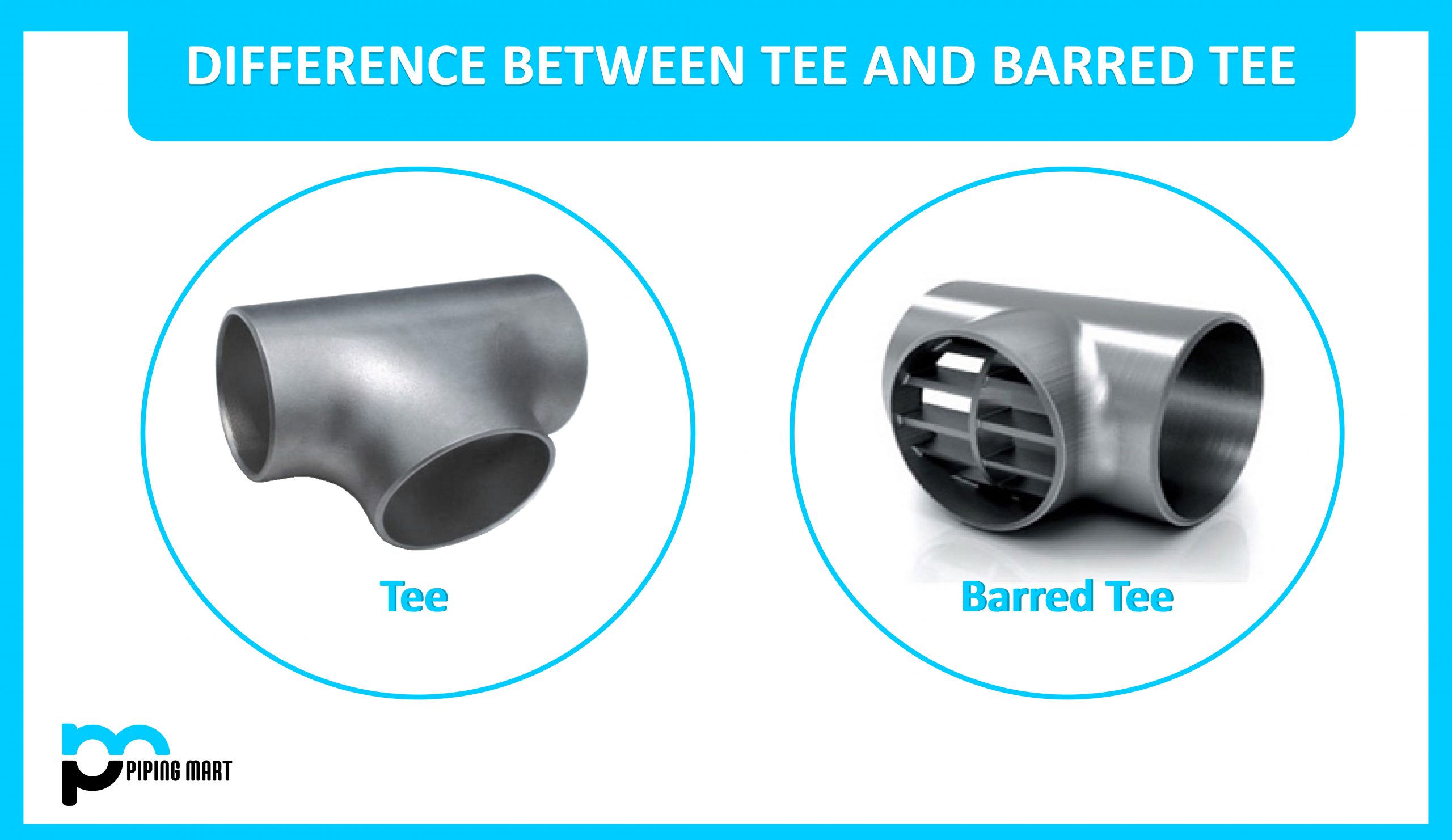
Tee – A tee is a type of fitting that enables fluid to flow through its main pipe and branch out. The branch might be constructed to be the equivalent size of the main pipe (known as an Equal Tee) or smaller in size than the main pipe (known as a Reducing Tee).
Barred tee – A barred tee is a particular type of tee that is built from a standard tee (either an equal or a reducing tee) and is afterward installed with bar plates inside the branch outlet (from the inside, it looks like a steel cage) to prevent the pig from flowing from the header pipe into the branch pipes. Barred Tee is much costlier than normal tee.
Tee and Barred Tee Design Standards and Codes
- The international standard dimensions of the tee (DN16 and above) will be addressed by ASME B16.9 or MSS-SP 75.
- The barred tee has no international standard dimension. It is customized as per the ASME B16.9/MSS-SP 75 tee as a basis. However, several manufacturers base their barred tee on the Shell DEP 31.40.10.13-Gen or ISO 15590-2 standards.
- This design can be used as a guideline to evaluate the vendor’s design.
Barred Tee Design Considerations
- The barred tee will be utilized when pigging is required. As a result, many of its applications can be found in the pipeline or the subsea field.
- The bar plates welded inside the branch prevent the pig from shifting direction or becoming jammed at the branch outlet.
- The design of the bar plates must be sufficient in quantity, thickness, and distance to enable smoothness for the pig to go through the main pipe while not interfering with the flow intended to flow through the branch. The normal approach is to guarantee that the opening in the branch pipeline after guided bars does not exceed 40% of the main pipeline area.
- The size of the bars in the branch connection must be small enough not to limit flow while being large enough to sustain flow pressure.
- To maintain smoothness, the bar plates must be machined to match the branch curve. Sharp edges, spatters, and bursts must be eliminated. The smoothness of the pigging procedure is critical for protecting the pig’s sensor from harm.
- The bar plates should be evenly spaced.
- A bridge plate will be installed in the middle of larger tee (sizes 14 inches and higher) to support the bar stiffness when hit by the pig.
- For weldability, the material of the bar plates is generally the same as the material of the tee.
- It is common practice to avoid welding guide bars directly onto extrusion neck high-stress concentration areas. The bar ends must be machined to fit the branch.
- Weld repairs on the parent metal are not permitted.
Pipingmart is B2B portal specializes in industrial, metal and piping products. Also, share latest information and news related to products, materials and different types grades to help business dealing in this industry.